Для алюминия, меди, латуни не получится применять сварку. Чтобы результат спаивания деталей радовал, а не огорчал, необходимо подготовить специальное оборудование. В подборе материала не стоит выбирать дешевые варианты, должно быть соотношение: цена-качество.
Кроме того, что цена должна соответствовать качеству, материал должен обладать некоторыми характеристиками, которые бы обеспечивали надежную пайку изделий.
Припой для пайки меди используется в расплавленном состоянии, заполняя промежутки между поверхностями, которые подлежат скреплению.
Чтобы обеспечить качественное припаивание изделий, необходимо обеспечить растекание припоя по всей поверхности.
Для удаления пленки оксидов и других загрязняющих элементов, необходимо применить флюс.
Цена зависит от технологических характеристик припоя, которые меняются от состава и условий паяльного процесса.
Этот процесс считается наиболее популярным среди методов скрепления деталей, это обусловлено некоторыми его положительными свойствами:
- Первоначальная форма изделия или детали остается без изменения.
- Скрепление выполняется без короблений и внутренних напряжений.
- Высокая прочность спаянных элементов, что увеличивает их производительность.
- Качество процесса не ухудшается от воздействия начальных температур.
- Можно скрепить не только металлические элементы, но даже металл с неметаллом.
- При необходимости, спайки можно распаять.

Медные изделия отлично спаиваются. Так как она считается химически малоактивным материалом, то можно легко провести очистку поверхности от оксидов и загрязнений, не применяя агрессивный и сложный флюс.
Припой
Они разделяются на две категории:
- по химическому составу.
- по температуре плавления.

Если говорить о физических свойствах паяного соединения, то его определяющими можно считать металл и сплавы, которые входят в основу припоя. Поэтому они делятся на две категории:
- Мягкий вид или низкотемпературный.
Температура плавления данной категории равняется не больше 450 °C. Прочность шва, при выборе данного варианта, немного уступает второй категории, но благодаря тому, что используемая температура не очень высокая, физические свойства изделий не меняются, что является показателем прочности.
- Твердый вид или высокотемпературный .
Мягкие виды
К мягким можно отнести:
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
В процессе спаивания, может применяться бессвинцовый флюс.
Наиболее распространенными составами являются:
- Флюс для спаивания алюминия, в основу которого входит олово. Помимо этого, в нем должны присутствовать бура, цинк, кадмий. Цинк и кадмий нужны для увеличения диффузии, которая должна пройти глубокие слои алюминия.
- Паста – флюс, используется для печатных плат.
Паста для спаивания медных изделий представляет собой те же флюсы, только консистенция немного загустевшая. Паста поможет усилить адгезию соединения, и исключит образование воздушных пузырьков.
Если в рабочем процессе применить смесь, где в основе находится олово, то обрабатываемая поверхность может быть существенно сокращена, иногда достаточно покрыть половину всей поверхности. Олово обладает свойствами легкого впитывания, поэтому оно легко проникает внутрь скрепления.
Оловянно-медный тип считается наиболее распространенной категорией данного сырья. Он состоит из таких компонентов:
- олово-97%.
- медь-3%.
Одним из его преимуществ является достаточно доступная цена, что делает его использование более востребованным.
Оловянно-серебряные виды характеризуются более высокими показателями прочности, достаточно часто их используют в отопительных системах.
Он состоит из таких компонентов:
- олово 95%,
- серебро 5%.
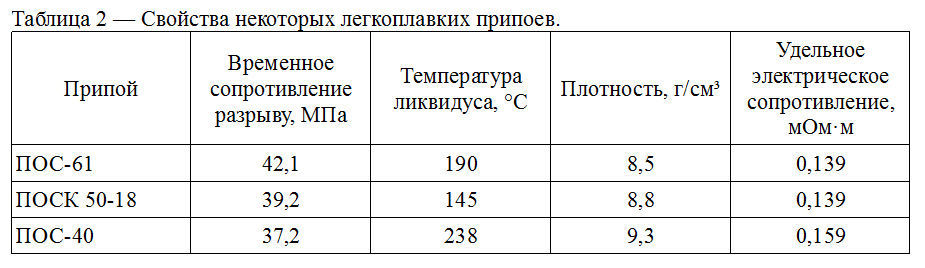
Наиболее популярными наименованиями считаются ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифровые обозначения указывают на % олова в сплаве. К примеру, ПОС-61, отлично подходит для меди и латуни, а ПОС-30, кроме меди или латуни, может применяться для стальных сплавов и железа.
Его преимуществом считается достаточно доступная цена, которая соответствует качеству материала.
Пайка медных труб «мой опыт»
Твердые соединения
Твердый тип используют в тех местах, где часто имеется влияние окружающих факторов. Процесс спаивания медных изделий, используя твердый тип, является альтернативным методом скрепления изделий, который обеспечит высокие показатели прочности шва. В роли присадки применяют сплавы твердой пайки BCuP или BAg. Именно от них зависит надежность спаянного места.
К твердым сплавам относятся:
- Припой для твердого состава из меди и цинка;
- Фосфор и медь;
- Чистая медь;
- Флюсы безотмывочные.
Твердый тип может различаться:
- На тугоплавкий.
- Легкопавкий.
Медно-цинковую смесь не считают достаточно распространенной, исходя из их свойств, они с легкостью заменяются составом из бронзы, цинка или латуни.
Медно-фосфорный тип играет роль дорогого серебряного флюса. Они используются для соединения изделий из бронзы, латуни и других металлов.
К примеру, ПМЦ-36, это твердый тип, который подходит для латуни и других медных соединений.
Для соединения двух стальных деталей, можно применить чистый состав меди или латуни, марки Л-62, Л-62, Л-68.
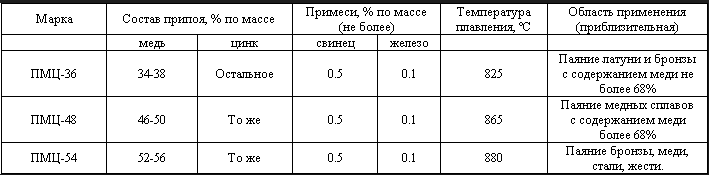
В марке буква П обозначает слово «припой», МЦ – медно – цинковый, а цифра – процент меди.
Если говорить о медно-фосфорном типе, то у него более доступная цена, что позволяет использовать его в различных областях.
Единственным недостатком данного соединения являются низкие показатели механической прочности при эксплуатации, в условиях, когда преобладают низкие температуры.
Наиболее крепкими и надежными считаются медно-цинковые, и многокомпонентные соединения. Цена на данный материал может быть дорогой, но пайка медных изделий таким составом, позволяет добиться надежности соединения.
Необходимо учесть, что при пайке изделий, используя твердый вид, необходимо применять и флюс.
Наиболее распространенным сочетанием с серебром считается припой с такими пропорциями:
- 92% меди,
- 2% серебра.
- 6% фосфора.
При правильном подборе сплава, и используя флюс, можно получить крепкие и надежные стыки. При допущении неточности в технологии пайки результат может привести к аварийной ситуации.
Алюминий и его сплавы
Припой для алюминия используют не только в промышленных целях, но и в домашнем хозяйстве. В зависимости от металла проводят пайку, используя сплав мягкого и твердого вида.
Для качественно выполненных работ состав для алюминия должен иметь в основе медь, кремний, цинк, серебро.
Для алюминия можно успешно применяют составы из олова и свинца. Для пайки алюминия используют составы, которые считаются высокотемпературными, поэтому оптимальным решением будет использование алюминиево-кремниевой и алюминиево-медно-кремниевой смеси.
Видео: Пайка алюминия
На сегодняшний день медные трубы имеют широкую область применения. Для того чтобы соединения были выполнены надежно и трубопровод работал бесперебойно долгие годы, такие изделия лучше всего паять. В отличие от других металлов, медь очень хорошо поддается пайке.
Поверхность труб тщательно очищается от грязи и окислов. При пайке меди происходит капиллярный эффект, благодаря которому получается смачивание поверхности. При этом сплав расходится по всей поверхности и надежно соединяет детали.
Современные методы пайки
Основные эксплуатационные характеристики медных изделий регламентируются согласно ГОСТ. Медь является отличным вариантом для подведения системы водопровода, отопления, газопровода, а также кондиционирования. К положительным характеристикам медных труб относятся:
- Высокие антикоррозийные свойства;
- Нетоксичность;
- Бактерицидные свойства;
- Высокая стойкость к ультрафиолетовым излучениям;
- Надежность;
- Прочность;
- Долговечность.
На сегодняшний день медные трубы изготавливают разной степени твердости. Они бывают:
- Мягкие;
- Твердые;
- Полутвердые.

Мягкие изделия используют для подведения систем водопровода и отопления, а твердые и полутвердые применяются для тех трубопроводов, где нужна высокая механическая прочность.
Единственным недостатком меди можно назвать высокую цену по сравнению с другими материалами. Для того чтобы осуществить качественный монтаж водопровода или отопления, изделия из меди необходимо паять.
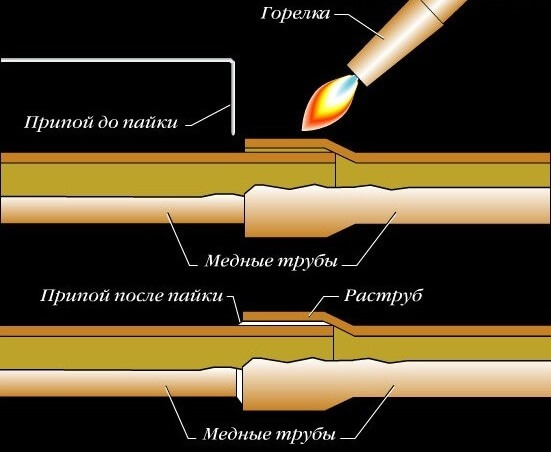
Пайка представляет собой неразъемное соединение труб при помощи расплавленного материала — припоя, у которого температура плавления ниже, чем материал соединяемых деталей.
При соблюдении правильной технологии пайки, соединения получаются очень прочными и надежными. Согласно ГОСТу существуют такие виды пайки:
- Высокотемпературная;
- Низкотемпературная.
Высокотемпературная пайка осуществляется при температуре свыше 450˚С и применяется для труб с большой нагрузкой. Такая пайка обеспечивает высокую прочность швов благодаря прочности твердых материалов. При низкотемпературной пайке температура достигает 450˚С.
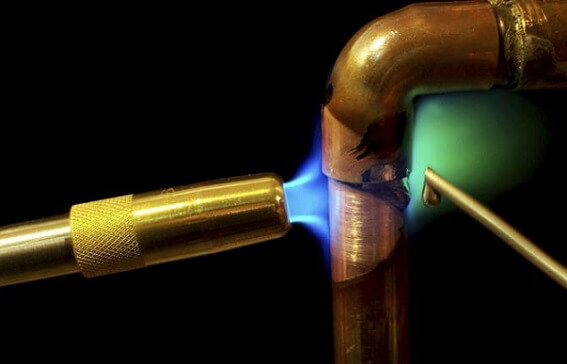
Низкотемпературная пайка осуществляется электрическим паяльником, а высокотемпературная — с использованием газовой горелки.
Отличительные характеристики материалов для пайки
В зависимости от метода пайки припой может быть мягким или твердым. В качестве мягких сплавов используют следующие металлы:
- Свинец;
- Олово.

К твердым металлам относятся:
- Медь;
- Цинк;
- Серебро;
- Фосфор.
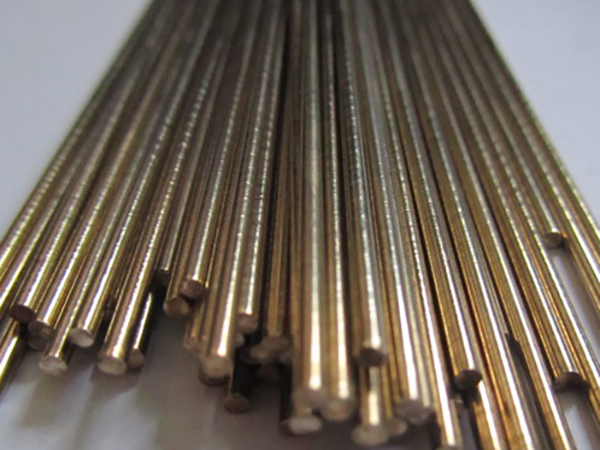
Медь можно паять как мягким, так и твердым сплавом. Мягким сплавом соединяют водопроводные системы. Материал для пайки деталей выпускается в катушках в виде проволоки диаметром 2-3 мм. Твердый сплав изготавливается в форме профильных стержней. Твердым припоем соединяют те детали, где необходимо особо прочное соединение в условиях высоких температур. Твердые припои применяют:
- При изготовлении различных инструментов;
- Для соединения трубопроводов;
- При осуществлении ремонта автотранспорта;
- Для проведения ремонтных работ бытовых изделий.
Очень большую роль в образовании прочных швов при высокотемпературной пайке играет медь. Припой медный входит в состав практически любых твердых металлов, и в большинстве случаев является их основой. Фосфорный сплав для паяния состоит из меди с фосфором. Фосфорный сплав широко применяется в холодильной промышленности.
Трехкомпонентный сплав с содержанием серебра отличается:
- Высокой коррозийной устойчивостью;
- Прочностью;
- Пластичностью.
Цинковый припой в большинстве случаев применяют для алюминиевых материалов. Цинковый сплав имеет такие преимущества:
- Легкоплавкость;
- Коррозийную стойкость.
В зависимости от процентного соотношения состава металла меняется температура плавления. Чем больше содержится цинка, тем ниже температура плавления.
Серебряный сплав обеспечивает очень прочные и плотные швы. Он имеет низкую температуру плавления и отличается такими свойствами:
- Высокой прочностью;
- Пластичностью;
- Ударопрочностью;
- Антикоррозийностью;
Серебряным припоем можно паять любой метал. Но в силу того, что серебро является дорогим материалом, его используют в тех случаях, где необходимо особо качественное соединение.
Правильная технология выполнения работ
Согласно требованиям, которые регламентирует СНиП, пайка твердыми материалами необходима при ремонте холодильного оборудования либо системы кондиционирования.
Мягким припоем осуществляется подведение коммуникаций.
Для того чтобы осуществить соединение медных труб, необходимо подготовить следующие материалы:
- Припой;
- Флюс;
- Труборасширитель;
- Газовую горелку;
- Паяльник;
- Щетку.
Использование флюса имеет очень большое значение. Он предназначен для:
- Очистки поверхностей деталей от окислов;
- Лучшего растекания сплава;
- Защиты соединений от кислорода.
При пайке меди применяются флюсы, которые регламентируются ГОСТом. В состав таких флюсов входят компоненты из чистой буры. Флюсы выпускаются в виде жидкости либо порошка.
При низкотемпературной пайке удобно использовать специальные строительные фены, которые способствуют прогреванию труб со всех сторон.
На сегодняшний день производители предлагают различные варианты газовых горелок для медных изделий:
- Профессиональные;
- Полупрофессиональные;
- Для разогрева труб.

Соединение труб осуществляется в последовательном выполнении и соблюдении таких правил:
- Поверхность труб очищают от грязи и окислов щеткой;
- Детали подгоняют друг к другу и покрывают флюсом;
- Прикладывают припой и закрепляют мягкой проволокой;
- Детали нагревают, чтобы припой расплавился;
- Детали медленно охлаждают.
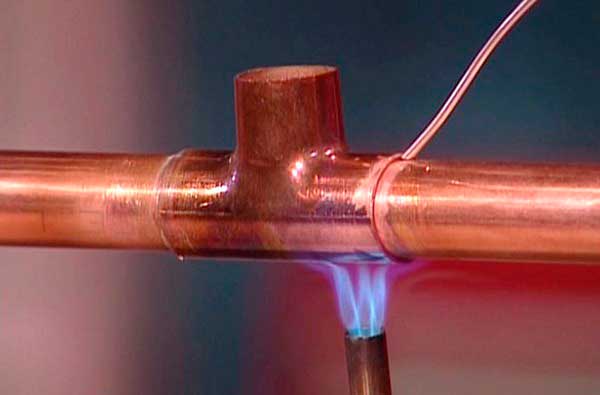
При высокотемпературном припое правильно, когда он плавится от тепла прогреваемого соединения, а не от пламени горелки.
При выполнении работ необходимо строго придерживаться всех норм по технике безопасности, так как при воздействии высоких температур со сплавами образуются опасные пары, что может привести к ожогам. Для соблюдения мер безопасности необходимо:
- Одевать специальную кислотостойкую спецодежду;
- Использовать защитные перчатки во избежание ожогов;
- Работу осуществлять в хорошо проветриваемом помещении.
Соблюдая все вышеперечисленные правила, пайка меди с помощью сплава будет выполнена качественно и надежно, а работа осуществлена без вреда для здоровья человека.
Медь относится к тем материалам, которые лучше спаивать, чем сваривать, особенно, если речь идет о трубах с тонкими стенами, которые активно используются в отопительных, водопроводных и газовых системах в коммунальном хозяйстве и других сферах. Чтобы процесс прошел качественно, следует правильно подобрать припой для пайки медных труб. Данный металл хорошо поддается пайке, так что справиться с этим процессом может даже человек без большого опыта. В основном это относится, когда идет работа с чистым металлом, а не и прочее. Во время этого процесса структура металла труб не меняется, а сам припой обладает достаточно хорошими характеристиками, чтобы выдержать предстоящие нагрузки.
![]()
Твердый припой
Необходимость в пайке возникает как при монтаже оборудования, так и при его ремонте, так как нередко тонкостенные трубы могут быть поврежденными. Медный припой, как и сама медь, должен отличаться высокими антикоррозийными свойствами. Также он не должен зарастать различными отложениями биологического происхождения. При всем этом он должен быть пригодным для качественной пайки, чтобы не портить структуру металла и была возможность прослужить несколько десятилетий после использования.
Припой для пайки медных труб отлично подходит как для самой меди, так и для ее сплавов с цинком, свинцом, оловом, сурьмой, фосфором, железом, марганцем или никелем. Несмотря на то, что в сплавах металлов имеются окислы, он легко удаляются при помощи флюса, так что припой для пайки меди не встречает проблем на своем пути. Остальные металлы могут образовать оксиды, которые сложно растворяются флюсами, поэтому, с ними уже могут возникнуть проблемы. Во время пайки медных труб используется нахлесточный тип соединения. Это позволяет достичь конструкции максимальной прочности, что увеличивает срок ее эксплуатации. Чтобы соединение имело достаточно большую прочность, нахлест должен быть, как минимум, 5 мм. В отличие от тех случаев, когда происходит , здесь можно делать шов любой толщины и это ни как не повлияет на качество соединения. При пайке оставляется небольшой зазор, чтобы припой для пайки медных труб равномерно втянулся в отверстие и заполнил собой все промежутки для создания герметичной латки. Современные варианты данного расходного материала изготавливаются согласно ГОСТ 52955-2008.

Процесс пайки медных труб
Разновидности
1S относится к мягким припоям. У него в составе имеется серебро. Он подходит не только для труб из меди, но и для бронзовых изделий, латуни, которые применяются как для горячего, так и для холодного водоснабжение. В его составе нет флюса, так что приходится использовать его дополнительно или применять пасту.

Rosol 3 является мягким припоем, который для своей работы требует дополнительное использование флюса. Температура плавления у него относительно низкая и составляет 240 градусов Цельсия, что помогает беспроблемно работать с тонкими изделиями. Он пригоден для медных, латанных, бронзовых труб и фитингов. После применения одинаково хорошо проявляет себя как при высоких, так и при низких температурах.

Припой Rosol 3 для пайки меди
Rolot 94 относится к припоям твердого типа. Это высококачественный материал для работы с медью, латунью и красной бронзой. Лучше всего его использовать для щелевой и капиллярной пайки труб, которые ставятся без фитингов. Это припой для пайки медных труб имеет достаточно высокую рабочую температуру, которая достигает 730 градусов Цельсия, так что с тонкостенными материалами его не стоит применять. Отличительной особенностью его является большой интервал плавления.

Медный припой rolot 94
Rolot 2 является специальным твердым припоем, так как не нормирован. В его составе имеется низкий уровень содержания серебра. Он подходит для стандартных процедур пайки и хорошо обеспечивает процедуры монтажа.

Припой Rolot 2 для пайки медных труб
В особую категорию можно отнести припои для пайки пищевой меди, так как они не должны содержать ни каких вредных веществ, которые бы смогли повредить здоровью. Среди них выделяют следующие варианты:
- Оловянно-медный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав — (S-SN97Cu3).

- Медный, с добавлением цинка и серебра, при этом основным материалом здесь является серебро, так как составляет целых 44%, тогда как меди всего лишь 30%, а цинка – 26%. Это высокотемпературный припой для пайки медных труб, который дает пластично, но при этом прочное соединение, не поддающееся коррозии и обладающее высокой теплопроводностью.
- Серебряно-оловяный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав — (S-Sn97Ag5).

- Медно-фосворный – высокотемпературный материал, который может использоваться без дополнительного применения флюса. Дает прочный шов, эластичность которого напрямую зависит от температуры. В составе медь занимает 94%, а фосфор — 6%

- Припой для пайки меди серебром относится к высокотемпературным. Шов получается прочным и одновременно пластичным. Следует использовать дополнительный флюс. Большим недостатком является высокая стоимость.

Физико-химические свойства
Физические свойства материала определяются его составом и должны максимально соответствовать тому металлу, с которым они будут спаиваться, но при этом припой для пайки медных трубок должен иметь более низкую температуру, чем основной металл, чтобы не повредить его и не поменять структуру, что особенно опасно с тонкостенными трубками. Исходя из всего этого, можно выделить два основных физических свойства, по которым делятся данные материалы:
- Низкотемпературные, которые обладают относительно низкой температурой плавления, которая не превышает 450 градусов Цельсия. Как правило, это сказывается на прочности шва, так как спайка не рассчитана на высокие нагрузки. Физические свойства металла не меняются, в том числе и прочность.
- Высокотемпературные припои для меди. Прочность соединения при такой разновидности повышается, но под воздействием температуры может уменьшиться прочность самого материала, так как в некоторых случаях температура достигает 800 градусов и выше, что создает эффект отжига на металле.
Технические характеристики
- Температура плавления: 630 – 730 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы
- Какой флюс подходит: LP 5.
- Температура плавления: 650 – 800 градусов Цельсия
- Температура рабочая: 710 градусов Цельсия
- С какими металлами может работать: медь, латунь, красная бронза, чугун, медь и ее сплавы, сталь разнообразных марок, никель и его различные сплавы.
- Какой флюс подходит: LP 5.
Особенности выбора
Большая зависимость здесь наблюдается от температуры плавления, так как чем она выше, тем большему влиянию подвергается металл трубы. Если это не принципиально важно, как в толстых трубах, на которых не лежит большая ответственность, то лучше выбирать твердый припой для меди с высокой температурой плавления. В ином случае, если стены тонкие и им не нужна высокая прочность соединения, то подойдет мягкий припой для пайки медных труб с низкой температурой плавления. Особое внимание нужно обратить на пищевую медь, так как припой в данном случае не должен содержать токсичных и ядовитых компонентов.
Чтобы выбрать каким припоем паять медные трубы, нужно знать состав и температуру плавления материала, на который он будет паяться.»
Особенности пайки
Процесс соединения мало чем отличается от других металлов. Здесь также нужно подготовить поверхность, очистив ее от пленки окисления. Затем следует нанести флюс для улучшения свойств спаивания, если того требует технология. Следует оставить зазор в 0,5 мм между деталями. Потом уже можно разогревать металл для рабочей температуры, как только она буде достигнута, требуется соединить припой с заготовкой, чтобы расплавленный металл проник во все требуемые отверстия. Затем дать остыть естественным способом.
Популярные марки:
- ПОС-10;
- ПОС-25;
- ПОС-45;
- ПОС-70;
- ПМЦ-36;
- ПМЦ-45;
- ПМЦ-54;
- ПСр-15;
- ПСр-45.
- Что такое серебряный припой?
- Химический состав сплава для соединения материалов
- Как правильно варить серебряный припой по старинной методике
- Плавка серебряного припоя
- Свойства среднеплавких сплавов
- Как правильно приготовить припой в домашних условиях?
Для экономии средств целесообразно изготовить серебряный припой своими руками, хотя этот шаг под силу лишь тем, кто владеет определенными знаниями. Научиться паять можно с помощью различных припоев, приобретенных в розничной сети.
В случае неуверенности в своих силах припой можно купить, а не изготавливать самостоятельно.
Что такое серебряный припой?
Чистое серебро – дорогой металл и для работы используется редко. Структура его мягкая, поэтому мастера пользуются сплавами, в состав которых входят медь, цинк, а также алюминий, никель, кадмий.
Соединения серебра с медью и цинком обладают высокой способностью к расплавлению и используются в качестве серебряного припоя. Паяльный шов, выполненный таким припоем, очень прочный. Припой с 10% количеством серебра хорошо обрабатывается молотом в вальцах и используется для пайки стальных деталей.

Припой ПСр-25 применяют для соединения поверхностей из латуни.
Применяют припой ПСр-25 и ПСр-12 для соединения латунных поверхностей и выполнения особенно аккуратных и чистых мест спаивания. Форма изготовления серебряного припоя – сплошной лист, подвергающийся резке для получения полос необходимого размера. Для работ используют полосы толщиной 1,5-2 мм, а мелкие детали соединяют с помощью полос шириной в 3 мм. Серебряный припой применяют для заполнения зазоров между швами. Они выдерживают значительные вибрационные нагрузки, устойчивы к ударам и деформации.
Состав серебряного припоя устанавливает ГОСТ, регламентирующий область его использования.
Вернуться к оглавлению
Химический состав сплава для соединения материалов
Современные технологические процессы пайки предусматривают использование серебряного припоя, который при соединении узлов пригоден для ступенчатой пайки. Такая работа требует применения сплава, выдерживающего температуру в 600°C.
В состав припоя входят такие ингредиенты, как 30% серебра, 20% меди, 16% цинка, 33% кадмия. Сплав очень хрупкий и предназначен для пайки материалов, не подверженных колебаниям. Состав с увеличенным до 52% количеством серебра очень текучий, но хорошо выдерживает нагрузки при многоступенчатых этапах спаивания материалов.
Вернуться к оглавлению
Как правильно варить серебряный припой по старинной методике
Существует несколько способов создания серебряного сплава, но в совершенстве овладеть методикой можно лишь после длительной практики. Для получения сплава необходимо приготовить 2 монеты: полтинник 1924 г. и пятак 1962 г. Также для работы потребуются:

Нагревать припой удобнее всего на газовой горелке.
- серебро;
- ложка (не столовая);
- ингус;
- газовая горелка.
В начале работы в ложке расплавляют серебро. В полученный расплав добавляют пятикопеечную монету и покатывают смесь по ложке для лучшего перемешивания. Чем длительнее покатывают ложку, тем лучше происходит процесс перемешивания. Но есть один существенный недостаток: выгорает много составляющих, необходимых для припоя.
Затем мастер, который делает сплав своими руками, выливает его в ингус и раскатывает без отжига. Полученный припой имеет высокие качества: 10 г относятся к 900-й пробе.
Очень важно при пайке приготовить свежий флюс, который обеспечит качественную работу. Необходимо внимательно следить за величиной пламени в горелке: мягкий, не очень горячий огонь в виде метлы обеспечит получение качественного шва.
Для работы используют жесткие припои, которые содержат: 80 Ag, 16 Cu, 4 Zn, 75 Ag, 22 Cu, 3 Zn. Мягкие припои включают в свой состав: 65 Ag, 20 Cu, 15 Zn.
Для получения легкого серебряного припоя, используемого в ремонте изделий, необходимо приготовить: 7 частей серебра, 2,8 – латуни, 0,35 -цинка. Важно перед началом работы произвести зачистку латуни от оксидной пленки. Для получения 10 г припоя расплавляют серебро 999 пробы. После получения жидкого состава добавляют латунь, перемешивают содержимое в ложке. Когда состав полностью расплавился, добавляют цинк, несколько раз покачивают ложку, затем начинают прокатывать получившийся состав. После его изготовления необходимо с помощью ножниц разрезать лист проката и взвесить на весах. Для успешной работы следует приготовить:
- наждачную бумагу;
- ложку;
- газовую горелку;
- лопатку для перемешивания;
- фальцы;
- ножницы;
- весы.
Не обойтись мастеру-любителю без таких материалов, как:
Чистое серебро не используют для припоя, так как это слишком дорогой металл.
- серебро;
- латунь;
- чистый цинк;
- бура, которая добавляется в расплавленный состав.
Иногда не подмешивают цинк в чистом виде: лучше использовать его сплав с латунью или медью. Цинк добавляют в припой, завернув в серебряную фольгу.
Чтобы сделать серебряный припой, можно брать серебро 96-й пробы, выжигу 94-й пробы. Ее получают, сжигая старые серебряные изделия: парчу, позументы, галуны.
Вернуться к оглавлению
Плавка серебряного припоя
Оплавляя металлы, входящие в состав сплава, в тигле, получают серебряный припой. Тигель помещают в горн или расплавляют составляющие компоненты с применением паяльной трубки. Перед работой необходимо заготовить оборудование:
- тигель;
- деревянную палку или железный крюк;
- буру;
- древесно-угольную смесь;
- емкость с водой.
Расплавление компонентов припоя производится с применением буры. Соблюдают очередность операции: в первую очередь плавят тугоплавкие металлы, затем добавляют легкоплавкие.

Компоненты припоя расплавляют при помощи буры.
Чтобы сделать припой своими руками, в тигле жидкие металлы постоянно мешают деревянным прутиком или железным крюком. Для создания припоя более высокого качества весь процесс распределяют на два этапа. Тигель вытаскивают из горна, а металл соединяют в емкости с водой. Образуются мелкозернистые капли, которые высушивают и вторично переплавляют, покрыв сверху бурой.
После полного расплавления металл переливают в формы. Застывшие плитки или бруски прокатывают в полосы, которые измельчают на токарном станке.
Для технического припаивания серебряных предметов пригодны сплавы, состоящие из металлов: 20% меди+80% серебра, 4% олова+48% латуни. При пайке стали серебряным припоем учитывают диаграмму состояния между медью и серебром.








