Олово - один из самых изученных человеком металлов. Оно было открыто еще в доисторические времена. Уже древний человек знал, какова температура плавления олова, физико-химические свойства этого металла и диапазон его применения в повседневной жизни. Сплав олова и меди является первым опытом человека в металлургии, первым искусственным металлическим соединением, созданным руками человека.
Олово в природе
Важнейшие природные соединения - это касситерит, в который входит оксид олова, и станнин (оловянный колчедан). В древности этот металл добывали в открытых шахтах, но в современном мире открытых месторождений олова практически не осталось. В промышленных масштабах его выплавляют из руд, содержащих около 1 % этого вещества. Таким образом, чтобы получить 1 кг чистого олова, нужно переработать центнер руды.
Использование олова
Одно из наиболее известных применений олова - пайка. Невысокая температура плавления позволяет паять в домашних условиях. Для пайки этот металл продается в виде небольших прутков диаметром до 10 мм. Достаточно часто предлагаются сплавы с различными добавками - со свинцом, серебром, медью, индием и другими. Температура плавления олова и свинца ниже, чем чистого олова, поэтому процесс пайки проходит быстрее.
Благодаря физическим характеристикам этот металл можно хранить в нормальных условиях в жидком виде. Низкая температура плавления олова позволяет запаивать металлическую жидкость в стеклянные ампулы для лабораторных или других исследований.
Плавка олова
Олово достаточно легко расплавить в больших количествах и отлить в форму из графита или любого другого материала. Средняя температура плавления олова не превышает 240°C. Основные требования к материалу для форм заключаются в следующем:
- вещество не должно смачиваться жидким оловом;
- материал должен выдерживать температуру в 250°C, не разрушаясь и не меняя своей формы.
Расплавленный металл способен окисляться на открытом воздухе, а твердое вещество довольно устойчиво к кислородной коррозии. Иногда это свойство используется для нанесения металлического слоя на жестяные изделия. Но в отличие от цинкового напыления, оловянное не придает изделию электрохимическую защиту - в случае царапины коррозия быстрее разъест поверхность с оловянным покрытием, а не с цинковым.
Олово для пайки
Температура плавления зависит от количества и состава примесей в прутке. О том, какая температура плавления олова, можно узнать из таблицы наиболее распространенных сплавов.
В электротехнике хорошо зарекомендовали себя трехкомпонентные сплавы на основе свинца, серебра и олова. Процентное соотношение примесей в припое различно: стандарты по добавкам до сих пор не выработаны. Все производители сходятся в одном - содержание олова в сплаве не должно быть меньше 95 %. Температура плавления припоя олова в этой композиции колеблется в диапазоне 217-221° C.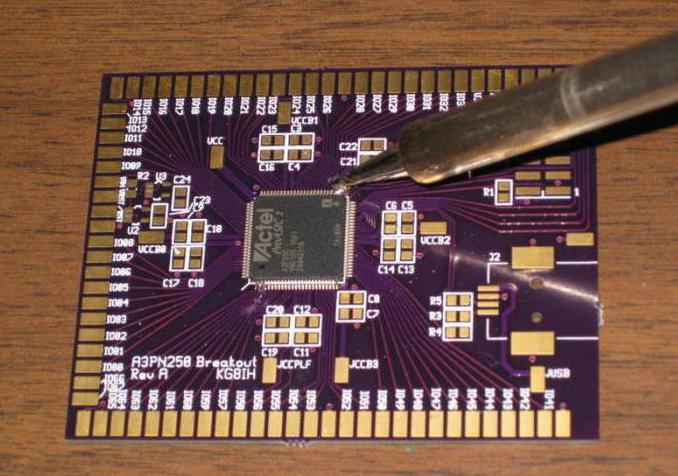
Для улучшения характеристик припоя в него вводят небольшое количество сурьмы. Данная композиция применяется для пайки радиодеталей в наиболее ответственных участках.
Хорошо зарекомендовали себя сплавы с содержанием серебра. Наличие этого благородного металла улучшает технические характеристики готового изделия и повышает срок его эксплуатации. Сплавы с большим содержанием серебра применяются в различных средствах связи и в промышленной технике.
Цинкосодержащие сплавы не слишком хорошо распространены. Причиной такой нелюбви является повышенная химическая активность цинка. Из-за его взаимодействия с окружающей средой цинкосодержащие соединения довольно быстро разрушаются, к тому же при работе с ними необходимо использовать активные флюсы. Припойные пасты с содержанием этой добавки не предназначены для длительного хранения. Температура плавления олова для пайки с содержанием цинка достаточно высока. Например, известное соединение Sn91Zn9 плавится при температуре 200°C.
Олово и свинец
Как и олово, свинец в виде сплавов и добавок используется человеком с незапамятных времен. Этот недорогой и распространенный металл обладает свойствами, повышающими качество припоя и его эксплуатационные характеристики.
Припои, в состав которых входит свинец, называются свинцовосодержащими. Соединения свинца очень вредны для здоровья, поэтому применение соединений этого металла весьма ограничено. В прошлом широкое распространение свинцовых припоев было обусловлено хорошими эксплуатационными характеристиками сплава и его низкой температурой обработки. Температура плавления олова и свинца не превышает 190°C. Несмотря на строгие ограничения, припои со свинцом широко используются в отдельных отраслях промышленности, например в оборонном производстве и в секторе ядерной энергетики.
Использование чистого олова
Полупроводниковая промышленность использует припои с высоким содержанием чистого олова, в котором на один атом стороннего металла припадает 999999 атомов чистого металла. Температура плавления олова в чистом виде 240°С. Но в бытовых условиях такие припои не пользуются спросом: дело в том, что при понижении температуры этот металл преобразует свою структуру, на поверхности изделия появляются серые пятна -так называемая оловянная чума. Добавки различных компонентов изменяют эту температуру и придают оловянным сплавам большую устойчивость.
В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.
Этот промежуточный расплавленный металл получил название сплава, а сам процесс называют припоем. В зависимости от того, какова температура плавления различают и разные виды пайки: легкоплавкие и тугоплавкие. Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
Обычно в марках припой обозначают ПОС, и это сокращение расшифровывается так: припой оловянно – свинцовый. Если рядом есть еще и какое-то число, то эта цифра обычно указывает на то, каков процент содержания олова в составе.
От температуры плавления зависит класс припоя:
Припои классов мягкий и полутвердый прочны при растяжении от пятидесяти до семидесяти Мегапаскалей, они предназначены для спаивания токопроводящих частей машин. Они производятся при помощи паяльника или опускания частей для спаивания в жидкий припой.
Твердый припой прочен до пятисот Мегапаскалей, используется как припой категории прочности номер один для спаивания токопроводящих частей с большим нагревом и деталей с главной механической нагрузкой. Производится такой припой электродами из меди или графита. Небольшие детали спаивают автогеном.
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:

Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.
Преимущества твердых припоев
Преимущественные области применения твердых припоев:

Четыре секрета пайки
 Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.
Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.
Итак, первый секрет заключается в том, чтобы правильно применять для пайки припой и флюс. Второй важный секрет пайки - это соблюдение чистоты жала и самого паяльника и, конечно же, его нагрева. Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Третий секрет также важен при пайке: чистота спаиваемых предметов. Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.
И, конечно же, работая с таким оборудованием, всегда стоит соблюдать меры предосторожности. Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
 Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Ведь какова бы ни была температура плавления припоя, испарения все равно будет вредными и будут наносить необратимый вред организму человека. Если же вы решили паять летом, то делайте это или на открытом пространстве, или, если есть возможность, у открытого окна. Главное правило при такой пайке: хорошо проветривайте помещение. А когда работа будет закончена, то необходимо будет еще и тщательно вымыть руки, используя мыло.
Пайка является одним из важных технологических процессов в практике выполнения электромонтажных и радиомонтажных работ, при ремонте электрооборудования и эксплуатации электроустановок для соединения между собой деталей из однородных и разнородных металлов.
Качество монтажа во многом определяется правильным выбором необходимых припоев и флюсов, применяемых при пайке проводов, радиодеталей и т. д.
Припои и флюсы
Припой - это сплав металлов, предназначенный для соединения деталей и узлов методом пайки. Припой должен обладать хорошей текучестью в расплавленном состоянии, хорошо смачивать поверхности соединяемых материалов и иметь требуемые характеристики в твердом состоянии (механическая прочность, стойкость к воздействию внешней среды, усадочные напряжения, коэффициент теплового расширения и т.п.).
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др.
Легкоплавкие (мягкие) припои.
Наиболее широко применяются легкоплавкие припои. К этой категории относятся припои с температурой плавления до 400° С, имеющие сравнительно невысокую механическую прочность (со-противление разрыву до 7 кг/мм 2).
В состав их входят олово и свинец в различных пропорциях.
Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры - содержание олова в процентах (ПОС 61, ПОС 40)
При выборе типа припоя необходимо учитывать его особенности и применять в зависимости от назначения спаиваемых деталей. При пайке деталей, не допускающих перегрева, используются припои, имеющие низкую температуру плавления.
Легкоплавкие припои
|
Марка припоя |
Температура |
Область применения |
|
Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
||
|
Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 - 0,08 мм) обмоточных проводов, в том числе высоко - частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
||
|
То же, но когда допускается более высокий нагрев, чем при ПОС 61 |
||
|
Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС 50 или ПОС 61. |
||
|
Лужение и пайка механических деталей неответственного назначения из меди и её сплавов, стали и железа. |
||
|
Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и её сплавов, оцинкованного железа. |
||
|
ПОССу 4 - 6 |
Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем. |
|
|
Пайка деталей из меди и её сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов. |
||
|
Пайка плавких предохранителей. |
||
|
ПОСК 47 - 17 |
Пайка проводов и выводов элементов к слою серебра, нанесённого на керамику методом вжигания. |
|
|
Пайка тонкостенных деталей из алюминия и его сплавов. |
||
|
Сплав “Розе” |
Пайка, когда требуется особо низкая температура плавления припоя. |
|
|
Cплав д’Арсенваля |
||
|
Сплав Вуда |
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Для хранения припоя нежелательно использование металлических коробочек, крышек, консервных банок, так как припой, упавший на их поверхность прилипает, металл такой коробочки (особенно если она используется еще и в виде подставки для паяльника) разогревается, появляются сложности с точным дозированием, и в результате образуется олово-канифольная каша, с которой работать будет не очень удобно.
Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в следующей таблице.
Специальные легкоплавкие припои
|
Марка |
Температура |
||||||
|
ПОССу 4 - 6 |
|||||||
|
ПОСК 50 - 18 |
|||||||
|
Сплавы Розе |
|||||||
|
Сплав д’Арсенваля |
|||||||
|
Сплав Вуда |
|||||||
Твердые припои
Твердые припои создают высокую прочность шва. В электро- и радиомонтажных работах они используются значительно реже, чем мягкие припои. В таблице приведены составы некоторых медно-цинковых припоев.
В зависимости от содержания цинка изменяется цвет припоя. Эти припои применяются для пайки бронзы, латуни, стали и других металлов, имеющих высокую температуру плавления. Припой ПМЦ-42 применяется при пайке латуни с содержанием 60—68% меди. Припой ПМЦ-52 применяется при пайке меди и бронзы. Медно-цинковые припои изготовляются путем сплавления меди и цинка в электропечах, в графитовом тигле. По мере расплавления меди в тигель добавляют цинк, после расплавления цинка добавляется около 0,05% фосфорной меди. Расплавленный припой разливается в формочки. Температура плавления припоя должна быть меньше температуры плавления припаиваемого металла. Кроме указанных медно-цинковых припоев, находят применение и серебряные припои. Составы последних приведены в следующей таблице.
Серебряные припои обладают большой прочностью, спаянные ими швы хорошо изгибаются и легко обрабатываются. Припои ПСР-10 и ПСР-12 применяются для пайки латуни, содержащей не менее 58% меди, припои ПСР-25 и ПСР-45 — для пайки меди, бронзы и латуни, припой ПСР-70 с наиболее высоким содержанием серебра — для пайки волноводов, объемных контуров и т. п.
Кроме стандартных серебряных припоев, используются и другие, составы которых приведены ниже.
Первый из них применяется для пайки меди, стали, никеля, второй, обладающий высокой проводимостью,— для пайки проводов; третий может применяться для пайки меди, но не пригоден для черных металлов; четвертый припой обладает особой легкоплавкостью, является универсальным для пайки меди, ее сплавов, никеля, стали.
В ряде случаев в качестве припоя используется технически чистая медь с температурой плавления 1083°С.
Во время пайки температура соединяемых деталей значительно повышается и скорость окисления металлических поверхностей возрастает. Вследствие этого припой хуже смачивает со-единяемые детали. Поэтому необходимо использовать различные флюсы, которые не только надежно защища-ют поверхность металла и припоя от окисления, но так-же улучшают условия смачивания металлической по-верхности расплавленным припоем.
Флюсы — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления окислов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды. В зависимости от технологии флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом, иногда трубка из припоя содержит внутри флюс-заполнитель.
Существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения.
Условно флюсы можно подразделить на оржавляющие и неоржавляющие (коррозирующие и некоррозирующие, нейтральные), т.е. на те, которые требуют после пайки хорошей промывки паяного соединения и те, которые не оржавляют пайку и даже могут в дальнейшем защищать ее от коррозии.
Кроме того, флюсы условно разделяются на активные и пассивные. Активные флюсы содержат в своем составе вещества, которые активно взаимодействуют с поверхностью металла, это кислоты (салициловая, лимонная, фосфорная и т.д.), хлористый цинк, хлорид аммония, гидрохлориды некоторых органических соединений, органические амины, глицерин.
Пассивные (или слабоактивные) флюсы, это канифоль, которая представляет собой смесь органических кислот, парафин, минеральные, растительные и животные масла, жирные кислоты. Они удаляют тонкие и нестойкие пленки окислов и способствуют растеканию припоя.
Неактивные (безкислотные) флюсы
Наиболее широко в электро- и радиомонтажных работах применяется канифоль (в сухом виде или раствор ее в спирте). Самое ценное свойство канифоли, как флюса, заключается в том, что ее остатки после пайки не вызывают коррозии металлов. Канифоль не обладает ни восстанавливающими, ни растворяющими свойствами. Она служит исключительно для предохранения места пайки от окисления.
Состав: канифоль 10-60%, спирт — остальное, абсолютно нейтрален, не требует промывки. Канифоль лучше брать светлых сортов, растворять можно в спирте, этилацетате, бензине, ацетоне, дешевом одеколоне. После полного растворения канифоли флюс считается готовым. Канифоль можно заменить хвойной живицей (смолой).
Флюс имеет остаточное сопротивление и требует смывки водой или спиртом. Во всех рецептах этиловый спирт может быть любого сорта — “Экстра”, медицинский, гидролизный, технический, денатурат. Можно также взять этилацетат.
Этот флюс нужно хранить в пузырьке с притертой пробкой. Для жидкого флюса не рекомендуется применять канифоль, предназначенную для натирания скрипичного смычка, так как пайка может быть загрязнена посторонними примесями. При применении канифоли места пайки должны быть тщательно очищены от окислов. Часто для пайки с канифолью детали следует предварительно облуживать.
В некоторых исключительных случаях вместо кани-фоли можно пользоваться ее заменителями. Так, кани-фольный лак, имеющийся в продаже в хозяйственных магазинах, можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно ис-пользовать и для антикоррозийного покрытия металлов.
В качестве флюса при пайке электрических цепей можно в случае крайней необходимости пользоваться также «живицей» — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Наб-ранную в лесу с деревьев смолу нужно растопить в же-стяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки. Застывшая смола используется в качестве флюса так же, как канифоль.
Если под рукой канифоли или другого флюса нет, то в самом крайнем случае канифоль можно заменить таб-леткой аспирина, имеющейся в любой домашней аптеч-ке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Ускорить процесс пайки и повысить в ряде случаев качество соединений можно, применив вместо канифоли глицериновую пасту. С помощью пасты можно паять де-тали из самых разнообразных металлов и сплавов да-же без предварительной зачистки или лужения, что осо-бенно удобно при пайке в труднодоступных местах. Гли-цериновую пасту легко изготовить самому. Состав ее следующий: 48% веретенного масла, 12% пчелиного воска, 15% светлой канифоли, 15% глицерина, 10% на-сыщенного водного раствора хлористого цинка.
Изготовляя глицериновую пасту, ее нужно все время подогревать. Сначала расплавляют канифоль, затем до-бавляют веретенное масло, воск, глицерин и в послед-нюю очередь хлористый цинк.
Пасту можно изготовить и по более простому рецеп-ту. Кусочки канифоли размельчают в порошок и, под-ливая глицерин, растирают до густоты сметаны. Паста удобна тем, что она хорошо сохраняется длительное время. Хранить ее можно в любой посуде с крышкой. На место пайки пасту наносят с помощью кусочка про-волоки.
С помощью активных флюсов спаивают металлы с прочной окисной пленкой, в большинстве случаев активные флюсы - оржавляющие.
Активные (кислотные) флюсы.
|
Состав % |
Область применения |
Способ удаления остатков |
|
Хлористый цинк - 25-30; концентрированная соляная кислота - 06-07; |
Пайка деталей из чёрных и цветных металлов. |
Тщательная промывка водой. |
|
Хлористый цинк (насыщенный раствор) 3,7: вазелин технический 85; |
То же, когда по роду работы удобнее пользоваться пастой. |
|
|
Хлористый цинк - 1,4; глицерин - 3; спирт этиловый -40; остальное |
Пайка никеля, платины и её сплавов. |
|
|
Канифоль - 24; хлористый цинк - 1; остальное этиловый спирт. |
Пайка цветных и драгоценных металлов (в том числе золото), |
Промывка ацетоном. |
|
Канифоль - 16; хлористый цинк - 4; вазелин технический - 80; (флюс |
То же, для получения соединений повышенной прочности, |
К химически активным флюсам прежде всего относится соляная кислота, которая употребляется для пайки стальных деталей мягкими припоями. Кислота, оставшаяся после пайки на поверхности металла, растворяет его и вызывает, появление коррозии. После пайки изделия необходимо промыть горячей проточной водой. Применение соляной кислоты при пайке радиоаппаратуры запрещается, так как во время эксплуатации возможно нарушение электрических контактов в местах пайки. Следует учитывать, что соляная кислота при попадании на тело вызывает ожоги.
При пайке печатных плат имеет значение остаточное сопротивление флюса, поэтому даже для нейтральных, не коррозирующих флюсов может требоваться смывка остатков.
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи.
Самым простым и очень эффективным флюсом является хлористый цинк (ZnCl2).
Хлористый цинк (травленая кислота) в зависимости от условий пайки применяется в виде порошка или раствора. Используется для пайки латуни, меди и стали. Для приготовления флюса необходимо в свинцовой или стеклянной посуде растворить одну весовую часть цинка в пяти весовых частях 50-процентной соляной кислоты. Признаком образования хлористого цинка служит прекращение выделения пузырьков водорода. Из-за того, что в растворе всегда имеется небольшое количество свободной кислоты, в местах пайки возникает коррозия, поэтому после пайки место спая должно тщательно промываться в проточной горячей воде. Пайку с хлористым цинком в помещении, где находится радиоаппаратура, производить нельзя. Применять хлористый цинк для пайки электро и радиоаппаратуры также нельзя. Хранить хлористый цинк необходимо в стеклянной посуде с плотно закрытой стеклянной пробкой.
Получить хлористый цинк можно так:
Растворим кусочки цинка (его можно достать из использованной батарейки) в разбавленной 1:1 соляной кислоте добавляя его до тех пор, пока он не перестанет растворяться. Лучше это делать на свежем воздухе. Еще более повысить эффективность флюса, можно добавкой хлористого аммония (нашатырь, NH4Cl), в количестве равным (или двойным) весу израсходованного цинка. С помощью такого флюса можно паять почти все металлы. Спай нужно промыть чистой водой, но лучше слабым раствором питьевой соды или раствором (0,5-2%) аммиака.
Очень неплохим флюсом является концентрированная фосфорная кислота, особенно для пайки нержавейки и нихрома. Ниже приведены различные рецепты флюсов (в весовых %).
В последнее время широкое применение получила группа флюсов ЛТИ, применяемых для пайки металлов мягкими припоями. По своим антикоррозийным свойствам флюсы ЛТИ не уступают бескислотным, но в то же время с ними можно паять металлы, которые раньше не поддавались пайке, например детали с гальваническими покрытиями. Флюсы ЛТИ могут применяться также для пайки железа и его сплавов (включая нержавеющую сталь), меди и ее сплавов и металлов с высоким удельным сопротивлением.
При пайке с флюсом ЛТИ достаточно произвести очистку мест пайки только от масел, ржавчины и других загрязнений. При пайке оцинкованных деталей удалять цинк с места пайки не следует. Перед пайкой деталей с окалиной последняя должна быть удалена травлением в кислотах. Предварительное травление латуни не требуется. Флюс наносится на место спая с помощью кисточки, что можно сделать заблаговременно. Хранить флюс следует в стеклянной или керамической посуде. При пайке деталей сложного профиля можно применять паяльную пасту с добавлением флюса ЛТИ-120. Она состоит из 70—80 г вазелина, 20—25 г канифоли и 50—70 млг флюса ЛТИ-120.
Но флюсы ЛТИ-1 и ЛТИ-115 имеют один большой недостаток: после пайки остаются темные пятна, а также при работе с ними необходима интенсивная вентиляция. Флюс ЛТИ-120 не оставляет темных пятен после пайки и не требует интенсивной вентиляции, поэтому применение его значительно шире. Обычно остатки флюса после пайки можно не удалять. Но если изделие будет эксплуатироваться в тяжелых коррозийных условиях, то после пайки остатки флюса удаляются при помощи концов, смоченных спиртом или ацетоном. Изготовление флюса технологически несложно: в чистую деревянную или стеклянную посуду заливается спирт, насыпается измельченная канифоль до получения однородного раствора, затем вводится триэтаноламин, а затем активные добавки. После загрузки всех компонентов смесь перемешивается в течение 20—25 минут. Изготовленный флюс необходимо проверить на нейтральную реакцию с лакмусом или метилоранжем. Срок хранения флюса не более 6 месяцев.
Флюс радиомонтажный, нейтральный. Пайка — железо, нержавеющая сталь, медь, бронза, цинк, нихром, никель, серебро. Не требует вентиляции. Остатки флюса смывать не обязательно, при желании легко смываются спиртом, ацетоном и т.п.
Железо, нержавеющая сталь, медь, бронза, цинк, нихром, никель, серебро. Требует вентиляции. Не оржавляет. Во всяком случае, за долгое время его применения я не замечал следов окисления. Триэтаноламин можно заменить несколькими каплями нашатырного спирта. Рецепт лучше готовить так:
Растворить в половине спирта канифоль. Во вторую половину спирта добавить триэтаноламин (или несколько капель аммиака) и затем солянокислый анилин, если он плохо растворяется, осторожно по каплям добавлять воду, пока не начнет растворяться. Осторожно смешать два раствора.
Требует вентиляции.
Требует вентиляции.
Хранить в темном стекле.
"Прима - 1"
Для пайки никеля, платины, платиновых сплавов, оржавляет, промывка обязательна, водой.
Для соединений повышенной прочности, оржавляет, промывка обязательна, ацетоном.
Для пайки драгоценных (золото) и черных металлов, оржавляет, промывка обязательна, ацетоном.
Пайка стали, меди, константана, серебра, платины. Промывка водой.
Пайка радиотехнических элементов. Не оржавляет
Пайка радиотехнических элементов без облуживания.
Состав близкий к этому можно получить так:
Натираем на терке хозяйственное мыло и растворяем его в небольшом количестве горячей воды. Доливаем в раствор разбавленную соляную кислоту (можно уксусную), не поверхность всплывет смесь жирных кислот.
Кислоту надо доливать в избытке, это легко проверить, добавив в смесь чуть-чуть питьевой соды, если он запенится, то все в порядке.
Соберите с поверхности раствора жирные кислоты и тщательно промойте их горячей водой (при этом смесь будет плавиться), охладите воду и соберите застывшие кислоты.
Чем тщательнее Вы отмоете смесь от остатков соляной кислоты, тем лучше будет флюс. Сплавьте полученные кислоты с равным количеством канифоли.
Кроме того, в качестве флюса может взять аптечный салициловый спирт, как в чистом виде, так и добавкой 25-40% канифоли.
Раствор таблетки аспирина в одеколоне. Просто таблетка аспирина (пары ужасно пахнут).
Спирт + глицерин (3-10%) с добавкой хлорида цинка (1-4%). Можно так же паять чистым глицерином.
Хорошим флюсом для стали может служить электролит от старой солевой батарейки (не щелочной). В крайнем случае, кислый фруктовый сок. Лимонная кислота (порошок применяется в кондитерском производстве).
Классическим флюсом является флюс спиртоканифольный (КСп) — простой и эффективный для пайки печатных плат и радиокомпонентов.
Состав: канифоль 10-60%, спирт — остальное, абсолютно нейтрален, не требует промывки. Канифоль лучше брать светлых сортов, растворять можно в спирте, этилацетате, ацетоне, дешевом одеколоне. Ее можно заменить хвойной живицей (смолой).
Несколько повысить эффективность спиртоканифольного флюса можно добавкой глицерина: канифоль 6%, глицерин 14%, спирт — остальное.
Флюс имеет остаточное сопротивление и требует смывки водой или спиртом. Во всех рецептах этиловый спирт может быть любого сорта — "Экстра", медицинский, гидролизный, технический, денатурат. Можно также взять этилацетат.
При пайке меди и ее сплавов, а также стальных изделий, покрытых серебром, медью, оловом или кадмием. Можно рекомендовать в качестве неактивного флюса растворы в спирте или в органических растворителях, а также древесные смолы, воск, стеарин, вазелин. С применением защитных флюсов можно паять только легкоплавкими припоями.
Паяльная паста
При пайке в домашних условиях припой обычно набирают и наносят паяльником. Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и всё же бывает трудно добиться хорошего качества пайки.
Облегчить пайку и улучшить её можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путём. Если паста получилась слишком густой, в неё добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой.
Применение паяльной пасты, кроме того, позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
“Паяльная лента” незаменима при сращивании проводников, трубок, стержней, когда нет возможности воспользоваться электрическим паяльником. Чтобы изготовить “паяльную ленту”, необходимо сначала приготовить пасту из опилок припоя, канифоли и вазелина. Пасту наносят тонким ровным слоем на миткалевую ленту. Место пайки обматывают в один слой “паяльной лентой”, смачивают бензином или керосином и поджигают. Предварительно соединяемые поверхности желательно залудить.
Борный флюс — борная кислота и бура в весовом соотношении 1: 1. Навески перемешивают и тщательно растирают в фарфоровой ступке, растворяют в дистиллированной воде при нагреве и кипятят до выпадения твердой фазы. Полученную смесь растирают до образования гладкой массы, разбавляя дистиллированной водой до получения жидкой пасты.
При пайке загрязненных деталей часто применяется паяльная кислота , приготовленная из соляной кислоты и металлического цинка, которая оставляет на месте пайки чешуйки загрязнений и ускоряет коррозию. Рекомендуемые ниже паяльные жидкости не имеют упомянутых недостатков и заменяют паяльную кислоту.
Паяльная жидкость типа ЛВ-500 : 1000 мл воды, 500 г хлористого цинка, 50 г хлористого аммония, 25 г этиленгликоля, 0,1 г метилоранжа. После тщательных растворения и перемешивания паяльная жидкость переливается через фильтр в бутыль. Это чистая сиропообразная жидкость темно-красного цвета.
Паяльная жидкость типа ЛВ-1000 : 1000 мл воды, 1000 г хлористого цинка, 100 г хлористого аммония, 25 г этиленгликоля, 0,1 г метилоранжа. Ее можно использовать для конструкций из материалов, где необходимо выполнить быструю и прочную пайку, а также для загрязненных и необезжиренных мест. Все тщательно перемешать и перелить через фильтр в бутыль. Готовая паяльная жидкость чистая, сиропообразная, коричнево-красного цвета.
Паяльная жидкость для работ с жестью : 600 мл воды, 300 г хлористого цинка, 150 г хлористого аммония, 150 мл концентрированной соляной кислоты. Раствор перемешивается до тех пор, пока все компоненты полностью растворятся. Соляная кислота добавляется последней, когда растворится в воде все остальное.
Паяльная жидкость для загрязненных деталей : 350 мл воды, 320 г хлористого цинка, 32 г хлористого аммония, 400 мл глицерина, 0,1 г метилоранжа. Готовую паяльную жидкость переливают через фильтр в бутыль. Это сиропообразная жидкость коричнево-красного цвета. Достоинством этой эффективно действующей жидкости является ее медленная испаряемость, которая позволяет паять сильно загрязненные детали из железа и цветных металлов.
При любых флюсах спаиваемые поверхности необходимо (по возможности) тщательно зачистить и уже затем облудить с применением флюса.
Для пайки твердыми припоями (припои с температурой плавления выше 450°C) обычно используется смесь буры (Na2B4O7) и борной кислоты (H3BO3) 1:1 или чистая бура. Используют или сухую смесь или водную кашицу. Для сухой смеси буру обычно прокаливают, что бы она не пенилась при пайке.
В таблице представлены флюсы, выпускаемые специально для пайки.
|
Фото |
Название, описание |
|
Канифоль сосновая |
|
|
Ортофосфорная кислота Используется при пайке в качестве флюса (по окисленой меди, по чёрному металлу, по нержавеющей стали), для исследований в области молекулярной биологии. Применяется также для очищения от ржавчины металлических поверхностей. Образует на обработанной поверхности защитную плёнку, предотвращая дальнейшую коррозию. |
|
|
Паяльная кислота |
|
|
Паяльная кислота ПЭТ |
Состав: |
|
Паяльный жир активный Применяется для пайки сильно окисленных деталей из черных и цветных металлов Вазелиновая основа |
|
|
Спирт "Изопропанол" Изопропиловый спирт (изопропанол) абсолютированный применяется в: полиграфии, химической, нефтяной, мебельной, лесохимической, парфюмерной промышленности. Изопропиловый спирт (изопропанол) абсолютированный является хорошим растворителем для различных эфирных масел, при промывке высокотехнологичных узлов и агрегатов, как обезвоживающее и обезжиривающее средство. |
|
|
Используется для высокотемпературной пайки углеродистых сталей чугуна, меди, твердых сплавов медными и серебряными паяльными сплавами. |
|
|
Флюс глицериновый ТАГС |
|
|
Предназначен для пайки стали, чугуна, меди малооловянистыми припоями или припоями на основе висмута. |
|
|
Применяется для пайки латуни, меди и ее сплавов |
|
|
Флюс ЛТИ-120 - для пайки нержавеющей стали, цинка, серебра, меди и ее сплавов. Нейтрален, после окончания пайки отмывки не требуется. Растворяется спиртом, ацетоном. |
Канифоль - 25 |
|
ЛТИ-120 ПЭТ Применение: пайка элементов радиомонтажа, печатных плат, углеродистых сталей, цинка легкоплавкими припоями при температурах 200 - 300°C. Состав: канифоль сосновая, cпирт, активаторы. |
|
|
Паяльная кислота Для пайки углеродистых и низколегированных сталей, меди, никеля и их сплавов. Активен в температурном интервале 290-350 °С. Рекомендована отмывка 5% раствором кальцинированной соды. |
|
|
СКФ (ФКСп) Спиртоканифольный флюс СКФ с кисточкой (он же КЭ, ФКЭт, ФКСп). Применение: пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280°C. Состав: канифоль сосновая- 20-30%, одноатомный спирт (этиловый или изопропиловый, или из смеси)-80-70%. |
|
|
СКФ (ФКЭТ) Для пайки меди и ее сплавов. Температурный интервал активности 250-280 °С. Отмывка: спирт, бензин, ацетон. |
|
|
Применение: пайка углеродистых сталей, меди, никеля и их сплавов легкоплавкими припоями при температуре 150 - 320°C. |
|
|
Самый активный паяльный флюс, из представленных на Российском рынке Если для кого то активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта. Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронз, коррозионно-стойких сталей легкоплавкими припоями при температуре 300°C. Флюс содержит фосфорную кислоту, гликоли и органические гидрохлориды. |
|
|
Высокоактивный паяльный флюс. Применение: пайка нержавеющих сталей и бронз (в особенности алюминиевых и бериллиевых) легкоплавкими припоями при температуре 150 - 300°C. Флюс содержит фосфорную кислоту. |
|
|
ФИМ (активный) Для пайки меди, константана, серебра, платины, нержавеющей стали и черных металлов. Требует отмывки водой. Химически активен в интервале температур 290-350 °С. |
|
|
Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА. Остатки флюса после пайки не оказывают коррозионное действие на медь, серебряное, оловянно-свинцовое и никелевое покрытие. |
|
|
Применение: Предназначен для ручной и механизированной пайки и лужения электромонтажных элементов и других металлических поверхностей печатных плат и выводов элементов радио электроники в изделиях радио электронной аппаратуры. Флюс нейтрален, остатки флюса после пайки не влияют на сопротивление изоляции диэлектриков. Остатки флюса после пайки не оказывают коррозионное действие на медь, серебряное, оловянно-свинцовое и никелевое. |
Изготовлен на основе экстракционной канифоли "А" или "Б" (ГОСТ 19113-84), спирта и нейтральной смачивающей присадки-тетрабромида дипентена (по ТУ 13-0281078-140-93). Характеристики: Внешний вид - Прозрачная жидкость желтого цвета Массовая доля сухого остатка, %, в пределах 18-22 Плотность, г/см³, не менее 0,845 Коэффициент растекания припоя ПОССу 61-05 или ПОС-61, отн. ед., не менее 2,0 Удельная электрическая проводимость, см/м, не более (мкА) 4,1*10-4 |
|
Для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит |
|
|
Применение: Ручная и механизированная пайка печатного монтажа БРА. Лужение электромонтажных элементов и других металлических поверхностей печатных плат и выводов ЭРЭ в изделиях РЭА и БРА легкоплавкими припоями при температуре 150 - 300°C. Требуется удаление остатков флюса. |
|
|
Ортофосфорная кислота Применяется как флюс или в качестве 5% водного раствора как преобразователь ржавчины. |
|
|
Паяльная паста "Тиноль" Применяется для пайки горячим воздухом SMD компонентов. |
|
|
Для алюминия Безотмывочный. При необходимости излишки флюса можно стереть тряпкой. Кроме пайки алюминия может применяться для пайки нержавеющих сталей, никеля, меди и других металлов. |
|
|
Флюс-гель радиомонтажный нейтральный Применяется для пайки электронных узлов. Коррозионно пассивен. Незасыхающий. Отмывается спиртом, ацетоном. Флакон с крышкой-дозатором. 10 мл. |
|
|
Флюс-гель ТТ Применяется для высококачественной пайки электронных компонентов. В состав флюса входит индикатор активности. После монтажа красный флюс обесцвечивается, что свидетельствует об отсутствии активного компонента в месте пайки, в связи с чем отпадает необходимость в отмывке. |
|
|
ФТС (водосмываемый) Применяется для пайки деталей радиоэлектронной аппаратуры. Нейтрален, не содержит канифоли, хорошо смывается водой. Имеет слабую коррозийную активность, термостоек, не дымит. |
|
|
CT-61A паяльная паста без кислотная Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. CT-61B паяльная паста Паяльная паста для пайки электронных элементов, схем в компьютерной и мобильной технике. CT-61C паяльная паста (канифоль) Обеспечивает качественную пайку. Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии. Температура полного расплавления припоя 200 °С. Баночка 10 г. |
|
|
BON-PEN Флюс-аппликатор Инструмент размером с авторучку представляет собой резервуар емкостью 7 мл из упругого пластика с эластичной кисточкой на конце. Многократно заправляется любым жидким флюсом, а также отмывочными жидкостями на спиртовой основе. Наиболее популярной заправкой является ремонтный флюс IF8001. Легким сжатием рукоятки вы можете экономично дозировать флюс, а через полупрозрачные стенки резервуара отслеживать, сколько его осталось. |
|
|
FMKANC32-005 Флюс-крем высококачественный. Флюс-крем высшего качества на канифольной основе, безотмывочный, слабоактивированный FSW32, DIN8511, шприц-картридж 5мл с поршнем и иглой. Наилучшие результаты при пайке BGA, а также QFP микроволной |
|
|
Паста паяльная BS-10 (активная) Высокая активность позволяет паять даже окисленные поверхности из черных и цветных металлов. Не подходит для пайки печатных плат! Остатки легко смываются бензином "Калоша" или изопропанолом. |
Вазелин (основа) 80-90% Парафин 6-9% Цинк хлорид Аммоний хлорид 1-3% |
|
IF 8001 Interflux Флюс паяльный жидкий для бессвинцовой пайки SMD IF 8001 - не требующий отмывки высококачественный синтетический флюс на спиртовой основе. Не содержит в своем составе галогены. Наносится при помощи ручки, заправляемой флюсом, или кисточки. Не требует отмывки. При необходимости легко удаляется при помощи смывок на основе растворителя. Гарантийный срок хранения в плотно закрытой емкости при температуре 5-35°С 1 год. Цвет: желтый |
|
|
Pacific 2008 Interflux Флюс паяльный жидкий Pacific 2008 - это безвредный флюс, специально разработан для ручной и селективной пайки плохо смачиваемых, не смачиваемых и теплоемких SMD-компонентов, т.к. сохраняет активность в течение дополнительного времени, необходимого при пайке таких компонентов. Не содержит в своем составе галогены. Водосмываемый. Не требует отмывки. Плотность при 20°C: 1.006 г/мл Цвет: бесцветный Запах: сладкий |
|
|
Флюс-гель IF 8300 BGA Interflux (30cc) Флюс-гель BGA IF 8300-4 применяется в безсвинцовой пайке для монтажа элементов в корпусах BGA. Флюс обладает канифольными реологическими свойствами. Без галогена, что обеспечивает надежное удержание элементов на печатной плате. |
|
|
IF 9007 Interflux BGA паста паяльная Припой IF 9007´ рекомендуется использовать в свинцовых пайках. Его формула позволяет наносить третий тип зернистости пасты (25-45µ) с помощью шприца. Обладает свойствами No-clean с минимальной вместимостью галогена. Оставляет тонкий незаметный слой флюса. |
|
|
IF 9009LT Interflux BGA паста паяльная Паяльную пасту IF 9009lt рекомендуется использовать в безсвинцовой пайке. Обладает отличными свойствами сцепления с поверхностью. Химический состав этой пасты делает ее оптимальной для пайки поверхностей с недостаточной смачивающей способностью. Оснащена формулой No-Clean с минимальной вместимостью галогена. Оставляет тонкий незаметный слой остатков. |
|
|
NX 9900i Interflux BGA паста паяльная INTERFLUX® NX 9900i BGA паста- это новая паста для сплавов типа: SnPb и SnPbAg . Имеет чрезвычайно высокую степень стойкости и длительный срок службы трафарета. Высокое качество и легкость в использовании делают эту пасту №1 среди BGA паст. Оставляет минимально допустимый осадок на штифте. |
Как проверить, пригоден ли флюс?
Флюс должен обеспечить смачивание основного металла припоем и быть безопасным в работе. Пригодность флюса определяют на чистой пластине основного металла. Для этого на одну ее сторону наносят флюс, а другую сторону (снизу) нагревают горелкой. После испарения влаги на пластине остается белый налет, который затем плавится и равномерно растекается по металлу. Если при нагреве флюс собирается в шарики, он считается непригодным для данного металла. Способность к растворению оксидной пленки определяют после промывки пластины: если под слоем отмытого, расплавленного флюса остается чистая поверхность металла, то флюс достаточно активен и хорошо защищает поверхность данного металла от воздействия высоких температур пайки.
Выше представленные флюсы представлены как специально предназначенные для пайки, так и альтернативные не являющимися флюсами, но которые могут выступать в роли флюса.
При подборе флюсов следует иметь в виду, чтобы флюсы обеспечивали химическую очистку поверхностей спаиваемых деталей во время их нагревания, а также не допускали их окисления во время пайки; улучшали смачивание и растекание припоя в месте пайки; температура плавления флюса должна быть ниже температуры плавления припоя на 30—40° С; чтобы флюс имел малый удельный вес и в процессе паяния всплывал на поверхность, не растворялся в спаиваемых металлах и не оказывал на них вредного химического воздействия. По окончании пайки остатки флюса должны легко удаляться.
Хранить жидкий и полужидкий флюс (спирто-канифольный, “паяльную кислоту” и др) удобно в полиэтиленовой маслёнке, хоботок которой закрывается специальной пробкой. С помощью такой маслёнки можно легко и быстро наносить требуемое количество флюса на место пайки. При этом флюс расходуется экономно, уменьшается испарение его растворителя, пайка получается более чистой и аккуратной.
Cейчас выпускается большое количество разнообразных так называемых «безотмывочных» флюсов, как жидких так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса. Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно приобрести фирменный стоимостью примерно 20-30$, но куда проще и дешевле сделать его самому. Для этого потребуется кусочек силиконового или резинового шланга с внутренним диаметром 5-6 мм и одноразовый медицинский шприц. Шприц разрезается на 2 части и обе части вставляются в резиновую трубку. Иголка слегка укорачивается, ее можно для удобства пользования слегка изогнуть. На рисунке показан такой самодельный апликатор. Слегка нажимая на шланг выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку.
Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из за его густоты иголку шприцевую придется взять потолще.
Электропаяльник
Залог успеха в любом начинании - хороший инструмент. Паяя «на коленке», снимая изоляцию зубами и обстригая лишнее огромными кусачками успеха добиться будет крайне трудно. По этому лучше не поскупиться и приобрести подходящий инструмент - это сбережет нервы.
Главное различие паяльников - мощность. Для ремонта печатных плат и монтажа небольших элементов, чувствительных к статическому напряжению, применяются паяльники с мощностью 24-40 Ватт. Для пайки широких проводников, шин питания и различных массивных элементов - 40-80 Ватт. Паяльники на 100 Ватт и более, в основном применяют для пайки массивных стальных конструкций, особенно из цветных металлов с большой теплопроводностью.
Не стоит забывать и о напряжении питания. Стандартом в России является 220В, 50Гц, но для пайки, например в автомобиле или в других местах, где сложно найти розетку, можно использовать паяльники с напряжением 12/18/24В.
Другой важной характеристикой паяльника является его рабочая температура. Самые простые образцы не имеют четкого температурного режима, и при недостаточном нагреве места пайки, когда припой не расплавляется до состояния текучести и не может заполнить все предназначенные ему зазоры, наблюдается довольно частый эффект, называемый “холодная пайка”. Место спая оказывается матовым, шероховатым и соединение получается непрочным.
Перегретое жало паяльника ускоряет его износ, припой при этом перегревается, жало покрывается окалиной, флюс выгорает, сцепление припоя с жалом ухудшается. Часто жало паяльника перегревается из-за чрезмерного выпаривания припоя, в результате перегреваются полевые элементы и микросхемы, отслаиваются дорожки печатных плат. Произвести качественную работу паяльником с низкой или слишком высокой температурой, естественно невозможно.
В случае если пайка для вас частое дело, придется обзавестись набором паяльников различной мощности, а еще лучше паяльной станцией, так как они имеют регуляторы температур, автоматическое поддержание заданной температуры, удобную подставку под паяльник, ванну для очистной губки, антистатическую защиту и некоторые дополнительные возможности. Хорошая паяльная станция, конечно же, стоит недешево, но и набор различных паяльников и качественных насадок к ним может обойтись не меньше.
По своей конструкции эектропаяльники могут быть различными. В последние годы все большее распростра-нение получают импульсные паяльники «пистолетного» типа с внешним съемным нагревательным элементом. Съемный нагревательный элемент обычно изготавлива-ют из неизолированного медного провода диаметром около 1 мм. Температура регулируется длительностью нажатия на курок включения. Главное достоинство такого паяльника, это то, что он нагревается до рабочей температуры за 1-2 с. Недостатков много - габариты, вес, малый срок службы жала. Такой элемент выдерживает 30 — 40 паек, после чего его приходится заменять новым. Если же для этой цели использовать посеребренный медный провод (серебро должно быть нанесено гальваническим спосо-бом), то нагревательный элемент будет служить доль-ше. Такой паяльник используют в основном там, где нужно изредка что либо подпаять, при этом нет желания тратить время на разогрев нормального паяльника.
Наибольшее распространение у радиолюбителей получили паяльники с медным жалом — прямым или изогнутым. Нагревательным элементом в них обычно служит проволока из специального сплава, например нихрома, намотанная на медный стержень (жало).
Выбирайте паяльник с возможностью смены жала, которых сейчас предлагают целый ассортимент. Это и лопатки, конусы, иглы, вообщем все зависит от конкретных потребностей и ваших финансовых возможностей.
А зачем придумали необгораемые жала?
Дело в том, что флюс «кушает» не только окислы на паяемой поверхности, но еще и материал жала. Также медь немного растворяется в припое, поэтому при длительной работе на медном жале образуются каверны, ямки и т.д. в результате чего оно теряет свою геометрическую форму. Из-за этого в процессе работы приходится регулярно затачивать медное жало. При работе с канифолью затачивать жало приходится раз в неделю - месяц, в зависимости от интенсивности пайки.
Для борьбы с этим явлением придумали «необгораемое» жало, также иногда называемое «вечным». Это медное жало покрытое тонким слоем никеля. Никель перекрывает собой доступ к меди, защищая ее. При пайке таким жалом припой подается проволочкой непосредственно в место пайки, а не таскается на жале. Также категорически запрещено прилагать механические усилия при пайке необгораемым жалом. Попытка “подковырнуть и отогнуть” жалом провод может привести к нарушению целостности покрытия, в результате чего жало быстро приходит в негодность из-за начинающегося процесса растворения меди под покрытием. Рекомендуется приобретать жала от известных фирм (Ersa, hakko), они имеют более толстое покрытие и прослужат гораздо дольше. Также не рекомендуется надолго оставлять необгораемое жало “голым” (не покрытым слоем припоя) и нагретым, это может вызвать окисление поверхности жала и ухудшить смачиваемость. Окисленные жала восстанавливают при помощи специального средства - активатора жал. Активатор жала или TipCleaner продается в очень маленьких баночках. Он необходим для увеличения срока службы жала паяльника. Перед каждой пайкой и после неё (имеется в виду в начале и в конце работы) опустите жало в эту баночку. На нем образуется защитное покрытие, препятствующее образованию нагара.
Подготовка паяльника к работе . Новый паяльник должен быть соответ-ствующим образом подготовлен к работе. Прежде всего рабочей части жала паяльника должна быть придана заостренная форма (30°), что часто делают с помощью напильника. Однако обработку жала лучше делать ков-кой, так как наклеп уменьшает интенсивность растворе-ния меди и затрудняет образование раковин, сокращаю-щих срок службы паяльника.
Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, который горит при пайке, образуя нагар. Для очистки паяльника можно применять специальную желтую губку, которая идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной. Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще. Если нет губки, то возьмите хлопчатобумажну тряпочку, положите в железный поддончик и также пропитай водой или глицерином.
Разогревая паяльник, не оставляйте его “насухую”, обязательно погрузите жало паяльника в канифоль, как только оно разогреется до температуры способной ее расплавить. Слой канифоли на поверхности жала защитит его от окисления. При нагреве до температуры плавления припоя его необходимо залудить. Если же паяльник по какой-ни-будь причине все же оказался перегретым и зачищенная часть жала покрылась темно-синим налетом окиси меди, то его следует остудить и вновь зачистить. Как только жало нагреется до температуры плавления припоя, рабо-чая поверхность его должна быть целиком покрыта припоем.
При пайке важен и уход за паяльником. Поверхность его жала должна быть ровной, очищенной от нагара (оксида) и хорошо залуженной. Паяльник должен быть нагрет до необходимой температуры, зависящей от марки припоя. Нормальным считается такой температурный режим, при котором припой быстро плавится, но не стекает с жала паяльника; канифоль не сгорает мгновенно, а остается на жале в виде кипящих капелек.
Перегрев паяльника недопустим, так как это приводит к окислению жала и появлению на нем раковин. Но и недостаточно нагретым паяльником работать тоже нельзя: соединения получаются непрочными и ненадежными.
Как включить паяльник в сеть повышенного напря-жения. Паяльники, как правило, рассчитаны на одно определенное напряжение сети, что представляет собой известное неудобство. Подключение электропаяльника, рассчитанного на 127 В, в сеть 220 В через электролампу или обычный резистор не всегда удобно и при дли-тельной работе неэкономично. Лучше всего его подсоединять в сеть через бумажный конденсатор емкостью 4 — 5 мкФ, рассчитанный на рабочее напряжение 400 В.
Для паяльника мощностью 40 — 50 Вт этой емкости вполне достаточно.
Паяльная станция это что такое? Чем она отличается от обычного паяльника?
В обычном паяльнике температура жала не задается, просто паяльник сконструирован так, что она находится где то в пределах 250 - 400 градусов Цельсия. В некоторых задачах такой разброс температуры жала недопустим, поэтому у паяльников в паяльных станциях около жала вмонтирован термодатчик. Паяльная станция отслеживает текущую температуру жала и регулирует напряжение на паяльнике, чтобы температура соответствовала заданной.
Также у паяльной станции паяльник питается низким напряжением (12, 24, 36 вольт) через трансформатор. Назначение этому двоякое.
1. При пайке в заземлённых браслетах безопасны только паяльники, питающиеся низким напряжением.
2. Кроме того, паяльник гальванически развязывается от сети. Гальваническая развязка не даёт проникнуть всяческим наводкам и импульсам из сети через паяльник в паяемый узел. Особенно чувствительны к этому туннельные диоды.
Какие еще бывают паяльники?
Газовые паяльники - тепло получается при сгорании газа из встроенной емкости.
Определяющее качество газового паяльника - портативность, возможность работы вдали от электросети, в труднодоступных местах и полевых условиях. Подобно электропаяльникам, газовые паяльники характеризуются разной мощностью для различного рода работ. Причем, для газового паяльника важнейшее значение имеет не только сама мощность, но и диапазон ее регулировки, поскольку носить с собой несколько газовых паяльников разной мощности для выполнения различных видов работ - слишком обременительно. Паяльники оборудованы механическими или пьезо системами автоподжига. Приобретение паяльного набора, включающего паяльник, дополнительные насадки и другие аксессуары, значительно расширяет спектр выполняемых работ.
Газовый паяльник создает мощный поток ровного, упругого пламени, которое не боится даже сильного ветра. Очень ценно также и то обстоятельство, что этот инструмент способен выполнять массу иных задач помимо пайки: с его помощью можно закаливать или, наоборот, отпускать стальные детали, отжигать медь и латунь, прогревать “закипевшие” резьбовые соединения, которые нужно развинтить, и т. п.
Наиболее часто применяемый для различных домашних работ газовый паяльник - это универсальная мини-горелка. В ее комплект входит несколько насадок - паяльных жал разного сечения и с разными углами заточки. Заправляют ее с помощью обыкновенного баллончика со сжиженным бутаном, которые продаются в любом табачном киоске и стоят от 50 до 80 рублей. Хватает такого баллона очень надолго.
Газовая горелка-паяльник состоит из нескольких простых деталей. Самая большая - газовый резервуар, который одновременно является и рукояткой, за которую инструмент удерживают при работе. В передний торец его ввинчена трубка, по которой газ поступает в расположенную на ее конце форсунку (или сопло), окруженную керамическим изолятором, заключенным снаружи в металлическую оболочку. Между форсункой и резервуаром находится миниатюрный радиатор охлаждения - цилиндрик из дюралюминия, глубоко, почти до основания, надсеченный поперечными проточками: он повышает теплоотдачу форсунки, которая во время длительной непрерывной работы сильно нагревается. Также на переднем торце резервуара смонтирован поворотный регулятор пламени, объединенный в один блок с кнопкой пьезоэлемента, которым осуществляют поджиг газовой струи. В заднем торце резервуара имеется выточенный из латуни заправочный клапан.
Ручная горелка обеспечивает рабочую температуру в 1300 С, поэтому с ее помощью удобно подогревать объемные детали в процессе их спайки обычным электропаяльником.
Для того, чтобы привести инструмент в состояние “боеготовности”, нужно насадить носик заправочного баллончика с бутаном на трубку клапана и надавить на него - клапан откроется, и газ пойдет в резервуар.
У дешевых горелок нередко быстро отказывает пьезоэлемент. Но это не страшно: поджечь газовую струю можно обыкновенной спичкой или зажигалкой.
Вспомогательный инструмент
При демонтаже (особенно при работе не обгорающими жалами) бывает необходимо удалить припой. Удаляют припой оловоотсосом или оплеткой.
Оловоотсос представляет себя что то вроде шприца с пружиной. Сначала он взводится - поршень толкается внутрь и защелкивается. Затем носик подносят к расплавленному припою, который необходимо удалить, и нажимают на кнопку спуска. Поршень под воздействием пружины поднимается, интенсивно затягивая воздух с припоем внутрь. При следующем взводе шток выдавит через носик собранный припой. На всякий случай передняя часть оловоотсоса съемная.
Для более чистого сбора припоя используют оплетку. Оплетка представляет из себя множество тонких переплетенных медных проволочек, покрытых флюсом. Оплётку придавливают паяльником к месту, откуда нужно удалить припой. Припой под действием капиллярных сил всасывается в оплетку. Использованную часть оплетки отрезают и выбрасывают.
Существует еще удобное приспособление для пайки «третья рука», которое позволяет освободить одну руку (например в третью руку зажать провод, в то время как левой держать проволочку припоя, а в правой руке паяльник.)
Как паять мелкие детали. В случае если нужно паять мелкие детали или детали, боящиеся перегрева, а нет паяльника малой мощности, то пайку можно осуществлять более мощным паяльником, надев на его жало свернутую в спираль медную проволоку так, как показано на рис. 20. Конец этой проволоки должен быть заточен по такой же форме, как и жало обычного паяльника.
Рис. Приспособление к паяльнику для пайки мелких деталей
Выводы радиоэлементов при пайке печатных плат загибают для фиксации элемента на плате. Если предполагается демонтаж элемента - то загибать выводы нельзя, фиксируют другими способами
О технике безопасности
Напоминаем: паяльник-инструмент повышенной опасности, поэтому обращаться с ним необходимо очень осторожно.
Во первых расположите все так, чтобы было удобно. Рабочий стол должен быть чист, никакого захламления. Все посторонние предметы должны быть убраны (если стол завален всяким мусором, то обязательно в процессе пайки что-нибудь заденешь жалом или уронишь шнуром). Так как пайка ведется высокой температурой то никаких легкоплавких или горючих материалов не должно быть в районе пайки.
- Следите за шнурами питания. Шнур паяльника не должен натягиваться или скручиваться. Паяльник очень любит пережигать свой собственный провод. А это чревато в лучшем случае ремонтом провода, в худшем коротким замыканием и пожаром.
- Не оставляйте паяльник включенным даже на короткое время. Правило “Ушел - выключил” должно выполняться железно. На хранение паяльник убирать только холодным.
- Правило второе - паяльник должен быть либо в руке, либо на своей надежной подставке. И ни как иначе! Класть его на стол или на первую попавшуюся штуковину на столе ни в коем случае нельзя. Шнур его утащит за собой в момент.
- Так как при пайке (особенно активными флюсами) выделяется довольно много вредных веществ, то помещение должно хорошо проветриваться. Не забывайте про вытяжку и вентиляцию. Если паяешь, то как минимум открой форточку, проветривай помещение, а лучше поставь на стол вентилятор или вытяжку. Никаких продуктов питания в помещении при пайке быть не должно. Также запрещается принимать пищу/пить напитки в помещении, где ведется пайка. Во время пайки нельзя наклоняться над паяльником и вдыхать дым. Дымом от пайки кислотами запросто можно обжечь слизистые.
- Объект пайки держать лучше каким либо инструментом, т.к. можно обжечься и рефлекторно дернувшись что либо уронить.
- После пайки обязательно вымыть руки.
Соединение проводов пайкой.
Подобное соединение обеспечивает долговечный контакт с отличной проводимостью. Для соединений, подвергающихся механическим воздействиям или нагреву, пайка не применяется.
Поверхность спаиваемых проводов и деталей предварительно очищают от грязи и оксидной пленки.
Для пайки и лужения жил обычно применяют оловянно-свинцовый припой ПОС-30 или ПОС-40. Цифры соответствуют содержанию олова в процентах (по массе). Температура, плавления этих припоев 255°С и 234°С соответственно. В качестве флюса для пайки и лужения, медных жил применяют канифоль, которую удобно использовать в виде 20%-ного спиртового раствора (по объему). Флюс наносится на жилы кисточкой.
Перед пайкой жилы зачищают до блеска, залуживают и закрепляют между собой. Основные виды соединений проводов под пайку показаны в таблице и на рисунках.
Основные виды соединений проводов под пайку
Вид соединения выбирается в зависимости от материала жилы, ее сечения и др. При пайке алюминиевых жил рациональна скрутка желобком, в котором под слоем расплавленного припоя легче защищать жилы от оксидной пленки. Бандажная скрутка удобна для жил больших сечений, которые свить между собой трудно. В последнем случае удобно применить и совмещении бандажной скрутки с формированием желобка. Для бандажа берется медная проволока диаметром 0,6—1,5мм, но не больше диаметра паяемых жил. Бандажная проволока залуживается, как и каждая подготовленная для пайки жила, в отдельности.
На пайку одной скрутки припоя потребуется больше, чем способно донести жало паяльника. Поэтому кончик палочки припоя подносят непосредственно к жалу паяльника, прогревающего скрутку, чтобы припой, расплавляясь, затекал в скрутку. Количества припоя будет достаточно, если он обволакивает скрутку так, что витки бандажа или скрутки просматриваются из-под слоя припоя.
После пайки остатки канифоли удаляют ватным тампоном, смоченным в ацетоне.
Хорошее паяное соединение характеризуется такими признаками: паяная поверхность должна быть светлой блестящей или светло-матовой, без тёмных пятен и посторонних включений, форма паяных соединений должна иметь вогнутые галтели припоя (без избытка припоя). Через припой должны проявляться контуры входящих в соединение выводов элементов и проводников.
Лужение проводов в эмалевой изоляции.
При зачистке выводных концов обмоточного провода ЛЭШО, ПЭЛШО, ПЭЛ и ПЭВ при помощи наждачной бумаги или лезвия нередки надрезы и обрывы тонких жил провода. Зачистка путём обжига также не всегда даёт удовлетворительные результаты из-за возможного оплавления проводов малого сечения. Кроме того, в месте обжига провод теряет прочность и легко обрывается.
Для зачистки проводов малого сечения в эмалевой изоляции можно использовать полихлорвиниловую трубку. Отрезок трубки кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, лёгким усилием 2 - 3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в плихлорвиниловой изоляции.
Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалециловой кислоты (аспирина) провод ещё раз лудят, используя чистую канифоль.
Пайка алюминия
Пайку деталей из алюминиевых сплавов (дюралюми-ния) можно предпринимать лишь в тех случаях, когда эти детали не испытывают больших механических нагрузок, так как место пайки имеет невысокую прочность.
Как известно, трудность пайки алюминия заключа-ется в том, что на поверхности его очень быстро образу-ется прочная пленка окисла. В различных известных способах пайки эта пленка удаляется по-разному хими-ческим или механическим путем.
Химическое удаление пленки может быть, например, произведено следующим способом: место на панели, к которому предполагается подпаять провод, зачищают и на него аккуратно наносят две-три капли насыщенного раствора медного купороса. Далее к панели подключа-ют отрицательный полюс источника постоянного тока, а к положительному полюсу подсоединяют кусок медной проволоки, конец которой опускают в каплю так, чтобы проволока не касалась панели. На панели через некото-рое время осядет слой красной меди, к которому (после сушки) припаивают обычным способом нужный провод.
В качестве источника тока может быть применена батарейка от карманного фонаря или аккумулятор.
В большинстве же известных простых способов пай-ки дюралюминия окисная пленка удаляется механиче-ским путем. Для этого предварительно зачищенное место пайки заливают расплавленной канифолью и густо посыпают железными опилками, собранными при опиливании мелким напильником какого-либо гвоздя, винта и т. п. Затем горячим залуженным паяльником, по-тирая с усилием, хорошо зачищают место пайки, залитое канифолью и посыпанное железными опилками. Же-лезный порошок очистит место пайки от пленки, и при этом произойдет залуживание, после чего опилки мож-но удалить. Далее пайка ведется обычным путем.
Применяют и такой способ пайки алюминия: покрываете место пайки тонким слоем канифоли и сразу же натираете таблеткой анальгина. Далее облуживаете поверхность припоем ПОС-50, прижимая к ней с небольшим усилием жало сильно нагретого паяльника. Ацетоном смываете остатки флюса. Снова осторожно прогреваете поверхность и смываете флюс. Теперь можете начать пайку обычным образом.
Паять дюралюминий можно также паяльником со стальным жалом, нанося припой на дюралюминий. Спа-иваемые поверхности следует предварительно зачистить и покрыть флюсом, предохраняющим металл от окисления. При этом в качестве флюса нужно использовать стеарин.
Очень удобны в последнем случае паяльники со съемными жалами. К комплекту съемных медных жал разной формы следует добавить и стальное — специ-ально для пайки дюралюминия.
Соединение проводов из сплавов высокого сопротивления и медных проводов
Проволока из сплавов, обладающих большим удельным сопротивлением, очень трудно поддается пайке. Кроме того, проволочные резисторы во время работы в большинстве случаев сильно нагреваются, что не позволяет применять обычную пайку. Значительно лучшие результаты дает сварка, в особенности, если приходится соединять между собой концы тонкой проволоки.
Преимущество сварки состоит в том, что для ее выполнения никаких припоев не требуется. Контакт при этом получается очень надежный, так как температура нагрева свариваемых металлов значительно выше, чем, например, у оловянно-свинцовых припоев. Поэтому в эксплуатации даже при сильном нагреве сваренного контакта соединение проводов не нарушается.
Простой способ сварки проводов высокого сопротивления. Для соединения проводов из сплавов высокого сопротивления (нихром, константан, манганин и т. п.) можно использовать упрощенный способ сварки без применения какого-либо специального инструмента.
Провода в месте их соединения следует зачистить, скрутить и пропустить через них ток такой силы, чтобы место сварки накалилось докрасна. На это место пинцетом кладется кусочек ляписа, который при нагревании расплавляется, в результате чего в месте соединения возникает прочный контакт.
Соединение тонких медных проводов. Чтобы сварить две тонкие медные проволочки, концы их зачищают на 20 мм, складывают вместе и аккуратно скручивают. За-тем место соединения проводов нагревают спичкой до тех пор, пока не появится шарик расплавленного металла, дающий надежный контакт.
Заметим попутно, что в пламени спички можно соединять тонкие медные провода и способом пайки, но без использования паяльника. Для этого зачищенные до блеска и скрученные между собой два провода следует смазать составом, в который входят порошок канифоли (1 часть) и оловянная пыль (2 части), смешанные с эфиром (1 часть). Эфир в случае необходимости можно заменить спиртом. Смесь следует хранить в сосуде с притертой пробкой. Место соединения проводов, подготовленное этим способом, нагревается в пламени спички или спиртовки, в результате чего происходит их прочная пайка.
Электросварка проводов дает соединения, выдерживающие последующий нагрев при высоких температурах, не требует припоев, флюсов, предварительного лужения, позволяет соединять черные металлы и их сплавы (например, провода электронагревательных приборов).
Для сварки необходимо иметь источник постоянного или переменного тока напряжением 6—30 В, обеспечивающий силу тока не менее 1 А. Электродом для сварки служит графитовый стержень от использованных батарей КБС или других, заточенный под углом 30—40°. В качестве держателя электрода можно использовать щуп от авометра с наконечником “крокодил”. В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока. Электродом, соединенным с другим полюсом источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыка сварка получается чистой, без окалины.
Вести сварку необходимо в светозащитных очках.
Пайка нихрома. Хотя и считается, что нихром не поддается пайке, соединение нихрома с нихромом, медью и ее сплавами, а также изделиями из стали можно в отдельных случаях производить пайкой, используя флюс следующего состава: вазелина — 100 г, хлористого цинка в порошке — 7, глицерина — 5г. Для обезжиривания места соединения используется 10%-ный спиртовой раствор двухлористой меди — 100 мл.
Флюс приготовляют в фарфоровой ступке, в которую сначала помещают вазелин, а затем добавляют в последовательности, указанной в рецепте, остальные компоненты, хорошо перемешивая их до получения однород-ной массы.
Поверхности спаиваемых деталей перед пайкой тщательно зачищают шлифовальной шкуркой, а затем протирают ваткой, смоченной 10%-ным спиртовым раствором двухлористой меди. После этого поверхности смазывают флюсом, облуживают и только тогда спаивают вместе. Для пайки желательно применять припой ПОС-40 или ПОС-60.
Простейший способ соединения нагревательной обмотки. Перегоревший провод обмотки реостата или нагревательного прибора (нихром, никелин, константан) можно соединить следующим способом: концы провода (в месте обрыва) вытянуть на длину J,5 — 2 см и зачистить до блеска шкуркой. Затем из листовой стали или алюминия вырезать небольшую пластинку, из которой сделать муфту, надеваемую на провода в месте их соединения. Провода должны быть скреплены предварительно обычной скруткой. В заключение муфту плотно сжимают плоскогубцами.
Полезные советы при пайке
Снять и поставить микросхему…
1. Феном и остро заточеным паяльником. Иногда получается только феном. Можно и по-дpугому: беpем иглу от шпpица (подходящего диаметpа), аккуpатненько стачиваем остpие - и впеpед: после pазогpева пайки с небольшим усилием надеваем иглу на ножку микpосхемы (или любого дp. компонента) и … всё. Такая пpоцедуpа - для каждой ножки. Потом все само собой вываливается.
2. Отсосом. Отыскать тонкую pезиновую тpубку, оную надеть на пластмассовый кончик отсоса, котоpый к нагpеваемому месту не пpижать плотно, и пpижать к доpожке и паяльному кончику плотно, затем откачать, выкачивает олово на pаз из pазных хитpых мест.
3. Планарные микросхемы можно выпаивать, продев под одним рядом лапок нитку и закрепив ее конец с одной стороны. Затем берем за другой и нагревая лапки вытягиваем нитку в сторону от микросхемы
4. Если сама плата или основа не нужна, то можно выпаять микросхему путем нагрева платы над электроплитой или газовой горелкой не со стороны деталей. Тут нужен навык. Очень удобный метод для снятия всех деталей с платы.
5. Можно выпаять микросхему проканифоленым экраном, положить его на ножки у микросхемы, и нагреть экран, вся пайка просто всосётся экраном.
Как выпаять SMD детали без паяльника и термофена?
Для того что бы выпаять быстро и качественно любые SMD детали понадобится:
Прожектор галогенный 150/500/1000/1500 Вт (последнее для истинных экстремалов =)
- Пинцет или ножик.
- Желательно прямые руки и осторожность.
Смысл этой “технологии” - нагревание платы прожектором, то есть плату кладем сверху прямо на прожектор. Как показала практика, после прогревания платы, детали можно легко и без усилий демонтировать пинцетом или ножиком. Главное не перегреть плату, потому что можно сжечь все детали.
Лужение оплеткой
Лужение изготовленной “печатки” обычно выполняют обыкновенным паяльником. Однако припой в этом случае ложится на проводники неравномерно. Равномерный тонкий слой припоя можно получить, если жало достаточно мощного паяльника (60… 100 Вт) “одеть” в медную оплетку (”чулок”), например от кабеля РК (желательно луженую и с тонкими волосками), и производить лужение посредством такого “экранированного” жала. Чтобы получить тонкий слой припоя на печатных проводниках, необходимо использовать минимальное его количество на жале паяльника. Лужение следует производить в один проход и достаточно быстро, так как повторные циклы нагрев-остывание, как правило, приводят к отслаиванию печатных дорожек.
После лужения остатки флюса удаляются обычным растворителем или спиртом.
Для удаления излишних капель припоя с печатного монтажа, оставшихся после неаккуратной пайки, можно применить ту же проканифоленную оплетку (”чулок”), которая при нагреве выполняет роль “губки” для припоя.
Как снять изоляцию с обмоточных проводов?
Радиолюбителям часто приходится освобождать от изоляции концы эмалированных проводов. Способов выполнения этой операции существует множество: ножом пли скальпелем, соляной кислотой и даже… таблеткой ацетилсалициловой кислоты (аспирина). Последний способ особенно примечателен, т.к., аспирин обычно имеется в любой домашней аптечке.
Однако при нагревании аспирина выделяются весьма токсичные и неприятные “на вкус” газы. Кроме того, на залуживаемом таким методом проводе образуется “окалина”, при удалении котором нередко тонкий провод рвется.
Имеется не менее эффективный по конечному результату способ залуживания эмалированных проводов. Способ не только прост, но очень прост. Он заключается в следующем. Берете тюбик зубной пасты (лучше всего недорогих старых отечественных марок, например, “Мятная”, содержащих микроскопические абразивные частицы). Выдавливаете примерно 0,05…0,1 мл пасты на любой чистый деревянный брусок, кладете на него очищаемый участок провода и два-три раза проводите по нему рабочей плоскостью жала разогретого паяльника. Затем поворачиваете провод вокруг его оси и повторяете операцию.
При достаточной сноровке и оптимальной силе нажатия паяльником на очищаемый провод весь процесс занимает 10…15 с для проводов диаметром 0,1…0,3 мм и до 30 с для проводов диаметром до 1 мм, так как последние требуют трех-четырех поворотов вокруг оси.
Трудноотделимых веществ на очищенном и залуженном проводе практически не остается. Возможны незначительные остатки в виде белого порошка - высохшей зубной пасты, которая очень легко (гораздо легче, чем при использовании аспирина) удаляется пальцем или сухой тряпочкой.
При залуживании эмалированного провода с применением зубной пасты не образуется неприятно пахнущих и удушливых газов; чувствуется лишь несильный естественный аромат той пасты, которая применяется.
Залуженный предлагаемым способом провод имеет гладкую белую поверхность, весьма напоминающую по внешнему виду посеребренный провод. И последнее. Провод, имеющий шелковую изоляцию, обрабатывают так же, как и без нее: шелковая оболочка без труда снимается легким нажатием паяльника, причем и в этом случае каких-либо удушливых газов не образуется.
Основным расходным материалом во время пайки является припой. Это тот сплав металла, который наплавляется на поверхность основного материала. Но делает это так, чтобы не расплавлять то место, на котором происходит пайка. Это достигается благодаря тому, что температура плавления припоя оказывается более низкой. Данный параметр является одним из основополагающие при определении характеристик, во время выбора марки для наплавки и прочих нюансах использования. Ведь по такому параметру происходит основная классификация, которая выделяет мягкие и твердые припои.
К мягким относятся все те, которые плавятся при значении ниже 300 градусов Цельсия. Как правило, это все те вещи, что используются в домашних условиях, так как с ними можно справиться обыкновенными инструментами. Качество их соединения далеко не всегда хорошо, как у представителей другой группы, но простота применения и улучшенное схватывание зачастую это компенсируют. К твердым относятся те, у которых плавление проходит на отметке выше 300 градусов Цельсия. С такими уже сложнее работать, так как тут нужен не только специальный флюс, но и особые инструменты. Некоторые из таких материалов плавятся при температуре выше 700 градусов, так что обыкновенным паяльником здесь не обойтись и нужна уже более мощная горелка.

Стоит отметить, что имеется несколько значений в данном параметре. Есть начальная температура плавления, при которой материал только начинает переходить в жидкое состояние, а есть уже окончательная, при которой сплав полностью становится жидким. Для пайки берется первый вариант, так как он помогает сохранить вязкость материала, что делает работу более легкой и удобной.
Свойства
Стоит отметить, что от того при какой температуре плавится припой зависят многие его свойства. Это обусловлено составом, ведь если в него входят тугоплавкие металлы, которые в своем чистом виде имеют высокую прочность, то и при добавлении в сплав они сохраняют эти качества, пусть и не в полной мере. Таким образом, прямая зависимость прочности соединения от точки расплавления практически всегда оказывается верной. Простым примером является , который является одним из самых легкоплавких вариантов. На практике он оказывается очень хрупким и может треснуть или слететь от небольших температурных воздействий.

Здесь же наблюдается зависимость с тем, какую температуру будет выдерживать полученное соединение. Температура плавления припоя должна быть меньше, чем у основного металла, иначе это был бы уже процесс сварки. Пайка сама происходит при высокой температуре, соответственно и соединение будет лучше сопротивляться такому воздействию. Теплопроводность припоя также является важным фактором, ведь если она на низком уровне, то это помогает лучше переносить воздействие высоких температур и защищает деталь от перегревания.
Температура плавления припоев
Различия в температуре могут быть очень сильными, что видно на примере таблицы. Причем это касается даже соседних марок в одной серии, так как многое определяется добавками в составе и прочими нюансами. Здесь приведены основные данные к самым распространенным маркам:
Температура плавления мягких припоев хоть и не превышает 300 градусов, тогда как в твердых марках разброс намного больше, то все равно, даже в этом случае получается разница более чем в три раза. Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, . Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Возможность безвредного повышения температуры инструмента обуславливается тем, что у припоя есть первоначальная точка плавления, когда он из твердого перетекает в жидкое. В это время жидкость получается относительно вязкой и достаточно пластичной для применения. Далее следует вторая точка плавления, когда материал уже становится максимально жидким. Здесь уже сложнее работать, так что выбор режима должен быть как раз между этими двумя показателями.
Припой с индием Pb— 37,5 % Sn—25 % In с температурой плавления 134—181 °С также использован для пайки свинца. Припои, богатые индием, такие, как припой 52 % In—48 % Sn с температурой плавления 117 °С, весьма пластичны и сравнительно прочны. Паянные ими соединения работают при температуре —196,15°С и нашли применение для пайки электронных приборов. Малое электросопротивление обнаружено у припоя 45 % Sn—26 % Pb—26 % In с температурой плавления 135—145 °С; в связи с этим он используется при монтаже ЭВМ и счетных машин, а также при пайке печатных плат.
Оловянные и оловянно-свинцовые припои
Олово и его сплавы, содержащие >50 % Sn, имеют температуру ликвидуса в интервале 145—250 °С. Основу таких припоев составляют четыре тройных и три двойных эвтектики, богатые оловом (табл. 8).
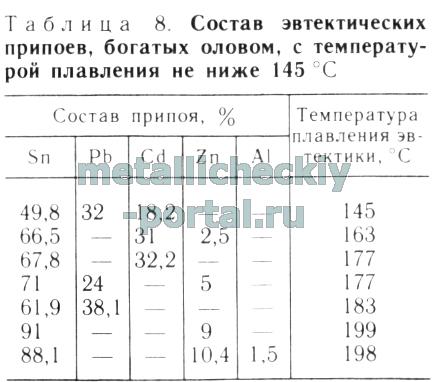
Почти все эвтектики этих систем и состоят из фаз на основе твердых растворов элементов, за исключением сплавов системы Sn—Pb—Cd.
Свойства легкоплавких припоев во многом зависят от свойств одной из основных фаз — твердого раствора олова. Олово имеет две полиморфные модификации: 1) белое, с тетрагональной кристаллической структурой, устойчивой до температуры 13,2 °С, с плотностью 7,28 г/см л; 2) серое, с кубической структурой типа алмаза, образующееся при низких температурах, с плотностью 5,82 г/см 3 . Превращение белого олова в серое происходит с выделением теплоты и сопровождается большим изменением объема, что вызывает его разрушение и образование серого порошка («оловянная чума»). Скорость превращения белого олова в серое при температуре 13,2 °С благодаря способности его к переохлаждению мала; она максимальна при — 30-50 °С и уменьшается при дальнейшем снижении температуры.
Белое олово (Р—Sn) обладает хладноломкостью при - 30 -60 °С; вязкое разрушение переходит в хрупкое при ударных испытаниях. В припое ПОС 30, где оловянной фазы меньше, чем в припое ПОС 40, температурный интервал перехода из вязкого в хрупкое состояние расширяется, а ударная вязкость снижается более плавно.
Пластичность олова повышается в интервале температур от 17 °С до - 30 °С, после чего начинает резко снижаться.
Превращение белого олова в серое ускоряется при наличии зародышей серого олова, наряжений в деталях, коррозионно активной среды, некоторых примесей, повторных нагревов и охлаждения. Известны случаи разрушения при низких температурах в холодильных установках полуды и деталей из чистого олова.
Алюминий, цинк, германий, медь, железо, кобальт, марганец и магний ускоряют распад белого олова; висмут, сурьма, свинец, кадмий, серебро, индий, золото и никель задерживают. При наличии в олове 0,3—0,5 % Bi, или 0,5 % Sb, или 1 % Рb распад олова становится практически невозможным.
Опыт показывает, что введение в оловянные припои меди, никеля, магния и цинка повышает их прочность, висмута и цинка — увеличивает их смачивающую способность и легкоплавкость, кроме того, добавки магния, образующего химические соединения с Sn и Рb, упрочняют припои.
В оловянно-свинцовых припоях и в паянных ими соединениях «оловянная чума» даже при работе соединений при низких температурах не наблюдалась.
Легкоплавкие припои, богатые оловом, представлены среди тройных сплавов эвтектической системы Sn—Pb—Cd. Наиболее распространенные припои, содержащие эвтектику Sn—РЬ с температурой плавления 183°С.
Сурьма уменьшает окисление оловянно-свинцовых припоев в жидком состоянии, улучшает их внешний вид и увеличивает теплостойкость до температуры немного выше 100 °С.
Основной набор стандартных оловянно-свинцовых припоев в разных странах примерно одинаков. Они различаются по содержанию примесей и сурьмы, упрочняющей эти припои, содержание которой не превышает 6 %, так как при большем ее количестве образуется химическое соединение SnSb, охрупчивающее припой.
Оловянно-свинцовые припои, содержащие сурьму, непригодны для пайки цинка и его сплавов из-за образования хрупкого химического соединения в шве. Сурьма в больших количествах ухудшает жидкотекучесть Sn—Рb припоев, снижает их коррозионную стойкость, ухудшает сцепляемость с паяемым металлом.
Твердость оловянно-свинцовых припоев при добавлении свинца к олову непрерывно повышается до эвтектического состава, а затем, при дальнейшем его увеличении,— снижается.
Исследования влияния допустимого содержания сурьмы в припоях Sn—Рb на их физико-химические свойства позволили классифицировать эти припои на три группы: 1) бессурьмянистые припои с содержанием до 0,05 % Sb, применяемые при необходимости получения высокой пластичности и вакуумной плотности паяных швов; 2) малосурьмянистые припои, содержащие 0,2— 0,5% Sb, с повышенной пластичностью, обеспечивающие плотные швы и применяемые для оцинкованных и цинковых деталей; 3) сурьмянистые припои, содержащие 2—5 % Sb, широко используемые при абразивной пайке, а также в различных отраслях техники, где требуется повышенная прочность паяных швов.
Оловянно-свинцовые припои обладают двумя важными характеристиками, определяющими механические свойства паяного соединения: температура рекристаллизации их близка к нормальной; растворимость олова в свинце сильно изменяется при повышении температуры. При нормальной температуре в свинце растворяется 2 % Sn, тогда как при эвтектической температуре 183 °С в нем растворяется 19,5 % Sn.
Упрочнить эти припои наклепом не удается. В отличие от чистого олова деформированные оловянно-свинцовые припои имеют меньшую твердость и прочность, чем литые. Подробное исследование этого явления показало, что причиной его служит не только низкая температура рекристаллизации, но и выделение олова из пересыщенного твердого раствора свинца.
После литья оловянно-свинцовые сплавы находятся в неравновесном состоянии. Большая скорость диффузии элемента сплава при нормальной и немного выше температуре приводит к тому, что при исследовании механических средств припоев после старения всегда наблюдается стадия перестаривания (которую практически можно не учитывать). Более заметное перестаривание (разупрочнение) наблюдается при нагреве оловянно-свинцовых припоев в интервале температур 100—150 °С. Разупрочнение припоев происходит вследствие распада твердого раствора свинца и коагуляции олова (табл. 9).
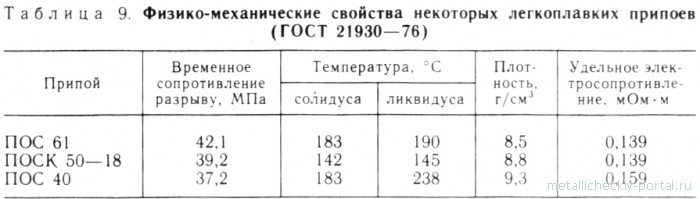
Припой на основе Pb—Sn, а также паянные ими соединения под нагрузкой изменяют свои размеры («ползут») даже при нормальной температуре. Ползучесть этих припоев и паянных ими соединений зависит от условий кристаллизации припоев, их состава, а также от состава основного металла. Крупнозернистые припои (как и другие сплавы) обладают большей сопротивляемостью ползучести, чем мелкозернистые.
К недостаткам припоя ПОС 40 относится сравнительно широкий температурный интервал кристаллизации, что снижает производительность процесса пайки из-за большой длительности затвердевания шва.
Припой ПОСВ 50 применяют для пайки узлов, подвергаемых термоударам.
Для повышения смачивания меди и ее сплавов припоями ПОС 61 и ПОС 40, торможения роста прослойки фазы (Cu 6 Sn 5) и увеличения прочности паянных соединений в них был введен высокоактивный по отношению к олову и свинцу элемент магний.
Магний имеет более высокое химическое сродство с медью, чем с оловом и свинцом, и при содержании (0,15—0,9%)Mg по границе шва с паяемым металлом образуются весьма тонкие прослойки химического соединения Mg 2 Cu, тормозящие рост прослойки C 6 Sn 5 n-фаза), а в шве образуются включения Mg 2 Sn 4 и Mg 2 Pb, упрочняющие шов и измельчающие его структуру. Прочность паяных соединений, выполненных припоями ПОС 61 и ПОС 40, легированных магнием, на 14—20 % выше, чем выполненных стандартными припоями ПОС 61 и ПОС 40 после пайки и после старения.
Установлено, что при введении в припои системы Sn—Рb с содержанием 40, 63 и 90 % Sn никеля в виде порошка с чистотой 99,94 при температуре 1550 °С в количестве 1, 3, 5, 10 и 15 % (при нагреве в кварцевых ампулах) сопротивление срезу соединений, паянных припоем Рb —63 % Sn —10 % Ni, возрастает в 1,5 раза по сравнению с соединениями, паянными припоями, не содержащими никеля, и составляет 45 МПа. Заметное увеличение прочности в паяных соединениях наблюдается при введении в тот же оловянно-свинцовый припой более 5 % Ni. Введение никеля позволяет осуществлять пайку при увеличенных зазорах (шириной более 0,3 мм).
Качество изделий из труднопаяемых металлов, изготовленных способом ультразвуковой пайки с применением припоев системы Sn—Рb, повышается при легировании их металлами группы лантанидов, Zn, Sb, Al, Si, Ti, Be. Такое легирование обеспечивает хорошую смачиваемость окисленной поверхности: цинк улучшает прочность сцепления припоя с паяемым металлом; сурьма повышает коррозионную стойкость паяных соединений в воде и атмосферных условиях: алюминий предотвращает образование шлака на поверхности жидкого припоя в процессе пайки; кремний, титан, бериллий предотвращают потускнение паяных швов. Легирующие элементы в припое должны иметь следующее содержание: лантаниды 0,1 —15 %; цинк до 0,3 %; сурьма 0—0,3 %; алюминий до 0,1 %; кремний, титан или бериллий до 0,5 %; медь до 3 %.
Припои должны быть выплавлены в вакууме, нейтральной или восстановительной газовой среде. Температура их плавления 220—320 °С.
Администрация Общая оценка статьи: Опубликовано: 2012.02.03








